← تركيب وحدات التبريد
المزلق ضواغط التبريد
إن الآلية الأكثر تعقيدًا والمسؤولية في أي وحدة تبريد هي الضاغط ، حيث يلعب نظام التزييت دورًا مهمًا في ضمان موثوقيته.
المهام الرئيسية لنظام التزييت هي كما يلي:
1. تقليل عمل الاحتكاك في أجزاء التزاوج ومنع تآكلها المبكر.
2. إزالة الحرارة المنبعثة أثناء الاحتكاك.
3. زيادة كثافة الغالق. في الضواغط الترددية: صمام - مقعد ، مكبس - حلقة - أسطوانة (في الضواغط ذات الرأس المتصالب ، حلقة صندوق التعبئة الإضافية عبارة عن قضيب ، وفي الضواغط ذات الرأس المتصالب ، ختم في صندوق التعبئة). في الضواغط الدوارة: صفائح - دوار - اسطوانة ؛ في الضواغط اللولبية: مسامير - اسطوانة.
4. إزالة منتجات التآكل من أسطح التزاوج لأجزاء الاحتكاك.
مع نظام تزييت قسري من مضخة تروس مدفوعة بعمود مرفقي ، توجد شبكة مرشح الشفط على ارتفاع 10-15 مم من أسفل علبة المرافق. يجب أن تكون مساحة تدفق المرشح على الأقل عشرة أضعاف المقطع الواضح لأنبوب امتصاص المضخة ، ويجب ألا تتجاوز سرعة الزيت في خط الأنابيب 1.0 م / ث. يتم تنظيم ضغط الزيت بواسطة صمام جانبي يقوم بتفريغ الزيت في علبة المرافق ويتجاوز الضغط في علبة المرافق بمقدار 0.05-0.25 ميجا باسكال. في بعض الأحيان يكون نظام التزييت مجهزًا بالإضافة إلى ذلك بفلاتر مغناطيسية. يتم تثبيت المرشحات في ضواغط متوسطة وكبيرة تنظيف جيدزيوت. تم دمج سخان كهربائي في علبة المرافق لضاغطات الفريون لتبخير الفريون من الزيت ، مما يمنع رغوة الزيت ، وبالتالي فشل مضخة الزيت عند بدء تشغيل الضاغط.
تحتوي ضواغط التبريد ذات الرأس المتصالب على نظامي تزييت قسري: آلية الحركة ، والمنزلقات والأصابع المتصالبة - من مضخة التروس ؛ مرآة اسطوانية وصندوق حشو - من مزلق متعدد الغطاس. كقاعدة عامة ، يكون محرك التشحيم والمضخة فرديًا ، ويتم تثبيت جميع المرشحات ومبردات الزيت مع مضخات الزيت في كتلة واحدة مع بدء الضاغط في الانسداد حتى بدء نظام الزيت.
خدمة نظام تزييت الضاغط. عند خدمة الضواغط ، يقومون بمراقبة مستوى ودرجة حرارة وجودة واستبدال الزيت في الوقت المناسب وحالة فلاتر الزيت وتسخين أجزاء الاحتكاك والتحكم في الماكينة عن طريق الأذن. يتم حساب كمية الزيت المطلوبة لشحن وحدة التبريد من قدرة أنظمة الزيت الخاصة بالضاغط. في أنظمة التبريد ، يتم أيضًا أخذ كمية الزيت في نظام المبخر في الاعتبار بسبب قابلية الذوبان غير المحدودة للزيت والمبرد. في الوحدات ذات القشرة المغمورة والمبخرات الأنبوبية ، يجب أن تكون الكمية الإضافية للزيت 10-15٪ من شحنة الفريون ، وفي الوحدات ذات البطاريات غير المغمورة بالتمدد المباشر ، 2-3٪ من شحنة الفريون.
يتم تغيير الزيت وفقًا لتوصيات الشركة المصنعة (عادةً بعد 50 ، 100 ، 500 ساعة من تشغيل الضاغط وبعد ذلك بعد عمليات الفحص والإصلاح الروتينية ، اعتمادًا على مدة التشغيل وجودة الزيت). الأسباب الدافعة لتغيير الزيت هي تدهور جودة الزيت بعد التحقق من مطابقته لمتطلبات GOST ، ودخول الماء أو العرق في نظام التزييت ، وتدهور الضاغط. في كل مرة تقوم فيها بتغيير الزيت ، يتم غسل المرشحات وقاع علبة المرافق بالكيروسين. يتم تفكيك الفلتر الناعم أثناء الغسيل.
تعتمد متانة وموثوقية الضاغط بشكل كبير على صيانة نظام التشحيم. يتم وضع متطلبات عالية بشكل خاص على صيانة أنظمة التشحيم للآلات عالية السرعة مع بطانات رقيقة ثنائية المعدن في محامل عادية.
عند تشغيل الضاغط ، تأكد من أن مستوى الزيت في علبة المرافق في الضواغط الترددية في الثلث الأوسط من زجاج الرؤية ، وضغط الزيت يتوافق مع متطلبات التعليمات الخاصة بهذا الجهاز ، ودرجة حرارة الزيت في علبة المرافق ليست كذلك أعلى من 50 درجة مئوية (لا تتجاوز درجة الحرارة المحيطة بأكثر من 20 درجة مئوية) ، وتسخين صندوق التعبئة لا يتجاوز 60 درجة مئوية ، وجميع أجزاء الاحتكاك الأخرى - 70 درجة مئوية ، فهي تراقب ضيق الحشو صندوق (باستثناء الأختام الجذعية لآلات الأمونيا الكبيرة ، حيث يُسمح للقطرات المفردة بالظهور في غضون بضع دقائق) ، يجب أن يتوافق استهلاك الزيت (جم / ساعة) مع تعليمات التشغيل.
في الضواغط الدوارة واللولبية ، يعتمد ترحيل الزيت إلى النظام بشكل مباشر على التغيير في تدفق مادة التبريد عند ضبط أداء الوحدة وكمية الزيت التي يتم توفيرها للأسطوانات.
يمكن أن يكون سبب زيادة استهلاك الزيت هو زيادة الضغط في نظام التزييت أو مستوى الزيت في علبة المرافق ، وزيادة درجة حرارة التفريغ ، والتآكل المفرط والتسرب. مجموعة المكبس(يتم التخلص منه أثناء الإصلاح) ، رغوة الزيت (في آلات الفريون) عند دخول الفريون السائل إلى علبة المرافق.
قد يكون سبب انخفاض ضغط الزيت الذي لا يتم التحكم فيه بواسطة الصمام هو تآكل مضخة الزيت أو خلوص المحمل المفرط. في هذه الحالات ، يتم إخراج الضاغط للإصلاح.
يمكن أن يحدث تسخين أزواج الاحتكاك نتيجة لخلل في نظام التزييت نفسه (تسرب النظام ، الضبط غير الصحيح لمنظم ضغط الزيت ، الأداء غير الكافي لمضخة الزيت ، انسداد الفلاتر ، الزيت منخفض الجودة ، إلخ) ، مثل وكذلك بسبب عدم كفاية تشغيل الضاغط أو ضعف تجميع الأجزاء المصاحبة. في ضواغط الأمونيا الكبيرة ذات الرأس المتصالب ، يمكن أن تحدث زيادة حرارة مانع تسرب الجذع بسبب زيادة تآكل أو نفاد الساق ، والتجميع غير الصحيح للحلقات والأجزاء المانعة للتسرب ، وعدم كفاية تدفق الزيت من أداة التشحيم. في نظام تزييت التشحيم ، يتم التحكم في تدفق مادة التشحيم إلى كل نقطة عن طريق عدد قطرات الزيت التي تمر عبر عين التزليق في دقيقة واحدة. يُشار إلى معدل استهلاك الزيت (بالجرام في الساعة) من قبل الشركة المصنعة في التعليمات / ويتم تعديله بواسطة الميكانيكي اعتمادًا على حالة الماكينة. للتحقق من الضبط الصحيح لأداة التشحيم ، يتم جمع الزيت من أنبوب الحقن لعواء معين ، مع حساب عدد القطرات ، ووزنها. بعد ذلك ، "يكتب الميكانيكي عدد قطرات الزيت التي يحسبها في الدقيقة. وإذا لزم الأمر ، يتم تقليل أو زيادة إمداد أداة التشحيم. عند تعديل معدل استهلاك الزيت ، وحالة أسطح الاحتكاك ووجود يتم فحص طبقة الزيت عليها بشكل متكرر ، وللقيام بذلك ، يتم إيقاف الآلة وتفكيكها جزئيًا وفحص أزواج الاحتكاك.
زيوت ماكينات التبريد. اعتمادًا على ظروف تشغيل الزيت (نوع المبرد ، درجة حرارة التفريغ ، نقطة الغليان) ، تنقسم متطلبات الزيوت إلى فئتين: للأمونيا والفريونات. تنقسم متطلبات زيوت الفريون إلى 4 مجموعات.
يتم تعريف الزيوت من خلال عدد من الخصائص. تعتبر اللزوجة واحدة من الخصائص الرئيسية. مع ارتفاع درجة الحرارة ، تقل اللزوجة ، مما يؤثر على فعالية الحماية ضد تآكل الأسطح الاحتكاكية. بالنسبة لآلات التبريد ذات درجات حرارة التكثيف والتفريغ العالية ، يتم اختيار الزيوت ذات اللزوجة المتزايدة. يجب أن تكون نقطة وميض الزيت أعلى من درجة حرارة التفريغ بأكثر من 30 درجة مئوية. في درجات الحرارة المرتفعة يفقد الزيت ثباته وتتكون رواسب الكربون على الأسطح المعدنية الساخنة في الصمامات.
تعتبر نقطة صب الزيت أيضًا واحدة من الخصائص المهمة لاستخدامها في آلات التبريد. يجب أن تكون درجة الحرارة أقل من 8-10 درجات مئوية تحت درجة غليان المبرد حتى لا يتجمد الزيت في المبخر. لكي يدور الزيت في النظام ، يجب أن تكون درجة حرارته أعلى من 8-10 درجات مئوية فوق نقطة الصب. يجب أن يحتوي الزيت أيضًا على حد أدنى من الحموضة ، ولا يحتوي على رطوبة وشوائب ميكانيكية.
في وحدات التبريد ، يتم استخدام الزيوت ذات الأصل البترولي - المعدنية (M) والزيوت الاصطناعية (C). كما هو الأخير ، يتم استخدام السوائل الاصطناعية من فئات مختلفة - السليكون العضوي ، والفلور العضوي ، والبوليستر ، والبولي جليكول ، إلخ. تستخدم أيضًا الزيوت المعدنية المروية (MH) ، ومزيج من الزيوت المعدنية مع الاصطناعية (MS) والزيوت المصنعة من الهيدروكربونات (HC).
بالنسبة لوحدات التبريد ذات درجة الحرارة المنخفضة ، يتم استخدام الزيوت HF22s-16 و HF22-24 و KhSN40 و PFGOS-4. تستخدم زيوت XM35 و XC40 و PTMS-5 لتليين الضواغط اللولبية ؛ للطرد المركزي - التوربينات KP8 ، 30 ، 40 والتبريد HAZE ، XM35 ، XM50 ، XC40
تذوب الزيوت جزئيًا أو كليًا في المبردات ، لذا فإن خصائص المحاليل الزيتية في مادة التبريد مهمة أيضًا لظروف تشغيل الماكينة.
الأمونيا بالزيوت المعدنية غير قابلة للذوبان عمليًا وبالتالي يتم فصلها تمامًا في فواصل الزيت وإعادتها لتزييت الضاغط. النفط الذي دخل
يتراكم في المكثف في الأسفل (وهو أثقل من الأمونيا السائلة) ويدخل المبخر من خلال جهاز الاستقبال ، مما يضعف انتقال الحرارة.
الفريون R \ 2 بالزيوت المعدنية ، R22 و /؟ 502 بزيت HF22s-16 ، رقم 13 بزيوت FM-5 و 6AP و 13V1 بزيت HF22s-16 قابل للذوبان تمامًا في بعضهما البعض ، مما يسمح لك بالعمل عند درجة غليان أقل درجات الحرارة ، لأن الخليط يحتوي على نقطة صب أقل من الزيت النقي. مع الذوبان المتبادل الكامل ، يعود الزيت إلى الضاغط ، ولا توجد حاجة لتعبئة الزيت وإطلاقه من المبخر. ولكن مع الذوبان الكامل المتبادل للزيت والفريون ، تكون نقطة غليان الخليط أعلى إلى حد ما من المبرد النقي. لضمان قدرة تبريد معينة ، يتم الحفاظ على ضغط منخفض ، الأمر الذي يتطلب طاقة إضافية. ومع ذلك ، فإن هذا لا يقلل من مزايا الذوبان الكامل المتبادل.
عند بدء تشغيل الضاغط ، ينخفض ضغط الشفط ويذوب الفريون في غليان الزيت. الرغوة الناتجة تعطل تشغيل مضخة الزيت ونظام الزيت بأكمله. لتجنب تكون الرغوة ، يتم تسخين الزيت قبل البدء.
الزيوت المعدنية قليلة الذوبان في R22. عند درجة حرارة التكثيف ، يذوب الزيت وبالتالي لا يبقى في المكثف والمستقبل. ينفصل الخليط في المبخر. يحتوي الجزء العلوي على زيت أكثر بعدة مرات من الجزء السفلي. لتجنب التجمد في المبخر ، يجب أن يكون للزيوت ذات القابلية المحدودة للذوبان نقطة صب أقل.
زيوت مستعملة. يتم جمع الزيت المستخدم وإخضاعه للتجديد. تعتمد القيم الحدية التي يتم رفض الزيوت بموجبها على العلامة التجارية للزيت ونوع الماكينة ويتم تحديدها بواسطة الميكانيكي بناءً على الأدبيات المرجعية أو التوصيات الصادرة عن منظمة متخصصة. لذلك ، عند رفض الزيت للضاغطات اللولبية ، يتم إيلاء اهتمام خاص لمحتوى الشوائب الميكانيكية وتغير اللون والاستقرار الحراري وظهور الرواسب.
بشكل عام ، في زيوت الضواغط الترددية ، يعتبر غير مقبول: زيادة عدد حامض KOH بأكثر من 0.3 ؛ محتوى الراتنج أكثر من 0.3٪ ؛ ظهور الشوائب الميكانيكية. تغير كبير في اللزوجة ، انخفاض في نقطة الوميض إلى 110٪ من الحد الأقصى لدرجة حرارة التفريغ المسموح بها ، ولكن ليس أقل من 160 درجة مئوية.
يتم التجديد عن طريق الترسيب والترشيح والفصل والامتصاص. تستخدم الألوموجل ، هلام السيليكا ، الكربون المنشط ، الزيوليت كمواد ماصة. في عملية التجديد ، يتم إجراء تنقية عميقة من الشوائب الميكانيكية وتجفيف الزيت.
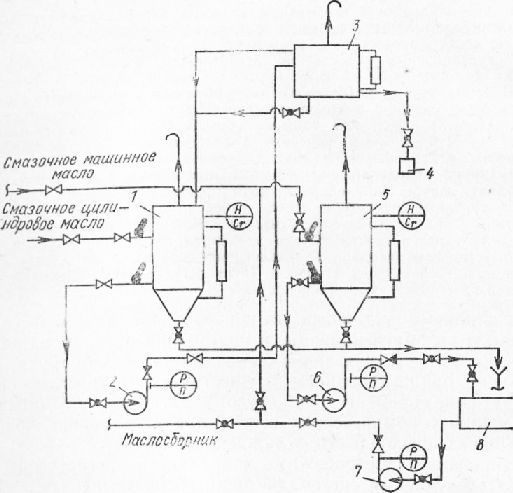
أرز. 1. مخطط التوريد المركزي للضواغط المكبسية بالزيت:
1 ، 5 ، في - خزانات ؛ 2 ، 6 ، 7 - مضخات ؛ 3 - خزان الضغط 4 - مزلق
عند تغيير الزيت ، يُسمح باستخدام ما يصل إلى 40٪ من الزيت المُجدد الممزوج بالطازجة.
في ورش العمل الكبيرة ، غالبًا ما يتم ترتيب الماكياج المركزي والتصريف وتغيير الزيت من خلال الاتصالات من خزانات الورشة الفردية (الشكل 1). يمكن أن يكون نظام التغذية أوتوماتيكيًا. يمكن أيضًا إجراء التنظيف الجزئي للزيت أثناء تشغيل الماكينة ، إذا كان مخطط التزييت يشتمل على مرشحات مغناطيسية وممتزات بمواد ماصة.
يجب أن يمنع زيت التشحيم المزود للضاغط من تآكل أسطح التزاوج ويزيل الحرارة. يوجد نظامان للتزييت في الضواغط الترددية:
تزييت آليات الحركة (آلية الكرنك) ؛
تزييت الاسطوانات والقضبان.
في ضواغط المكبس ، يتم استخدام أنظمة التزييت: الرش (الشكل 3.8) والدوران (الشكل 3.9) - تحت الضغط.
نظام تزييت للضواغط الترددية عن طريق الرش.
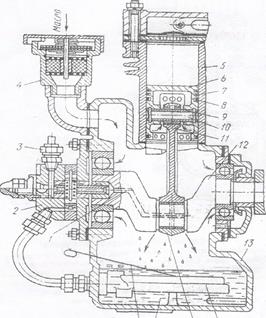
يستخدم نظام التشحيم بالرش بشكل أساسي في الضواغط منخفضة الإنتاجية (على سبيل المثال ، SO-7B). يُسكب الزيت في علبة المرافق 17 (الشكل 6.) من خلال الفتحة 16 (أو من خلال فتحة خاصة) إلى مستوى معين ، يتم تمييزه بخطر على مؤشر الزيت 14. عند تشغيل الضاغط ، مرشات الزيت المجوفة 12 ، ملولبة في فتحات أغطية قضبان التوصيل السفلية 11 ، التقط الزيت وتزويد محامل قضيب التوصيل. في هذه الحالة ، تضرب رشاشات الزيت سطح الزيت ، وترشها ، وتشكل رذاذ زيت ، يخترق الثقوب 3 في رؤوس المكبس ومن خلال الفتحات 4 العلوية والسفلية 13 في رأس قضيب التوصيل إلى دبابيس المكبس 2 و يتم ترسيبها على جدران الاسطوانات 7 مع تشحيم المكابس 6 و الحلقات. تتم إزالة الزيت الزائد من جدران الأسطوانة بواسطة حلقات مكشطة الزيت 5 وإعادتها إلى علبة المرافق 17 للضاغط. يظهر اتجاه حركة الزيت على أسطح الاحتكاك في الشكل بواسطة الأسهم.

الشكل 3.8 نظام التشحيم بالرش.
1 - المحمل الرئيسي 2 - دبوس المكبس 3 - فتحة لمرور الزيت في رئيس المكبس ؛ 4 ؛ 13 - ثقوب في الرؤوس العلوية والسفلية لقضيب التوصيل لمرور الزيت ؛ 5 - حلقة مكشطة الزيت ؛ 6 - مكبس 7 - اسطوانات 8 - مروحة 9 - بكرة دولاب الموازنة. 10 - العمود المرفقي 11 - غطاء قضيب التوصيل ؛ 12 - رشاش الزيت. 14 - مؤشر الزيت ؛ 15 - قضيب التوصيل 16 - استراحة 17 - علبة المرافق 18 - ربط قضيب تحمل قذيفة.
يعمل نظام التشحيم بشكل طبيعي إذا تم الحفاظ على مستوى الزيت الصحيح في علبة المرافق (عندما يكون مستوى الزيت منخفضًا ، لا تصل رشاشات الزيت لقضيب التوصيل إلى سطح الزيت ولا تشكل رذاذًا للزيت) واستبدل الزيت القديم بزيت جديد الزيت في الوقت المناسب.
مع التشحيم بالرش ، لا يخترق الزيت بشكل فعال فجوات أجزاء الاحتكاك. بالإضافة إلى ذلك ، لا يتم تنظيفها وتبريدها أثناء تشغيل الضاغط.
تعميم نظام التشحيم.
في ضواغط المكبس المزودة بنظام تشحيم دوراني تحت الضغط (الشكل 3.9) ، يتم تشحيم الأجزاء الأكثر أهمية والأكثر تحميلًا للضاغط (محامل الرؤوس السفلية لقضبان التوصيل) بالزيت المزود تحت ضغط مضخة الزيت ، و الأجزاء المتبقية (دبابيس المكبس ، الأسطوانات ، المكابس ، الحلقة) - يتكون ضباب الزيت نتيجة رش الزيت المتدفق من فجوات محامل قضيب التوصيل.
الشكل 3.9 نظام تزييت الضغط الدوراني:
1 - قناة في العمود المرفقي. 2 - مضخة الزيت 3 - جهاز استشعار 4 - استراحة 5 - اسطوانة 6 - مكبس 7 ، 8 - حلقات ضغط ومكشطة الزيت ؛ 9 - جلبة الرأس العلوي لقضيب التوصيل ؛ 10 - دبوس المكبس. 11 - قضيب التوصيل 12 - العمود المرفقي 13 - علبة المرافق 14 - جامع الزيت. 15 ، 18 - المحامل ، 16 - الزيت ، 17 - مؤشر الزيت.
يُسكب الزيت في علبة المرافق 13 من خلال الفتحة 4 أو من خلال فتحة خاصة. يتم فحص مستوى الزيت بمؤشر الزيت 17 عندما يكون ملفوفًا بالكامل.
يتم تشغيل مضخة الزيت 2 بواسطة العمود المرفقي 12 ، وفي نهايته يوجد فجوة مربعة ، حيث يتم وضع عمود تشغيل على شكل مربع في النهاية. تأخذ المضخة الزيت من علبة المرافق 13 عبر مدخل الزيت 14 وترسله عبر القنوات 1 إلى محامل قضيب التوصيل.
يتم رش الزيت المستخرج من المحامل السفلية 15 (قضيب) على شكل رذاذ زيت في علبة المرافق والأسطوانات وتزييت جدران الأسطوانة 5 ، والمكابس 6 وحلقات الكباس 7.8 ، والبطانات 9 من الرؤوس العلوية لقضبان التوصيل و دبابيس المكبس 10.
مع نظام التشحيم الدوراني تحت الضغط ، يتغلغل زيت التشحيم جيدًا في الفجوات بين أجزاء الاحتكاك ، مما يقلل الاحتكاك ويزيل الحرارة المتولدة أثناء الاحتكاك ، بالإضافة إلى ذلك ، يتم تنظيف الزيت ثلاث مرات (شاشة مضخة الزيت والمرشحات الخشنة والناعمة) . من خلال وجود الضغط ، يتم الحكم على صلاحية نظام التزييت.
ينقسم نظام التشحيم الدوراني إلى نظام تزييت دائري - من مضخة تروس ونظام تزييت بالضغط يعمل بواسطة مواد التشحيم.
يتم امتصاص الزيت من إطار الأساس عبر أنبوب السحب بواسطة مضخة ، يدخل الجزء الرئيسي منها إلى المرشحات. يمر الزيت من الفلتر عبر المبرد ويدخل المحرك عبر الخط الرئيسي. يتم تثبيت صمام جانبي على الخط الرئيسي ، والذي يفتح عندما يرتفع الضغط في الخط فوق المعدل الطبيعي. من الخط الرئيسي ، يتم توفير الزيت في وقت واحد لجميع محامل الإطارات العشرة ومن ثم من خلال القنوات الموجودة في البطانات والعمود المرفقي وقضبان التوصيل ، يتم إدخاله لتزييت البطانات المُدخلة ، لتبريد قاع المكبس ويتدفق بحرية عبر أنابيب التصريف . متوفر في الإدخالات.
يتم تشحيم محرك الآليات المساعدة بالزيت الذي يتم تفريغه من الخط الرئيسي.
أسئلة الاختبار
1. ما هي تطبيقات الضواغط الترددية في صناعة النفط والغاز؟
3. ما هو مبدأ تشغيل وترتيب الضواغط الترددية؟
4. إعطاء تصنيف للضواغط الترددية حسب موقعها في الفراغ ، حسب تنفيذ جسم العمل وحسب عدد المكابس؟
5. اسم جميع المجموعات الوظيفية لأجزاء وأنظمة الضاغط الترددي؟
6. أعط وصف مختصرضاغط محرك الغاز.
7. ما هي مخططات ضواغط محرك الغاز؟
8. قدم وصفًا موجزًا للأختام المستخدمة في الضواغط الترددية.
9. قدم وصفًا موجزًا للمكابس المستخدمة في الضواغط الترددية.
10. ما هي أنواع الصمامات المستخدمة في الضواغط الترددية؟
11. قدم وصفًا موجزًا لنظام التزييت للضاغطات الترددية.
12. ما هي خاصية الضاغط الترددي؟
لضمان التشحيم المستمر للضاغط ، يجب الحفاظ على كمية معينة من الزيت في علبة المرافق في جميع الأوقات. مستوى الزيت طبيعي إذا كان أقل بقليل أو أعلى من منتصف مؤشر المستوى المرئي (72).
يجب تشحيم ضواغط التبريد بالزيت فقط. جودة جيدة. زيت التبريدمصنوع من زيت معدني عالي الجودة. لا يحتوي على البارافين ، لكنه يحتوي على مواد مضافة تقلل الرغوة. في صناعة الزيت ، تتم إزالة الرطوبة والشوائب منه. بعد فتح وعاء الزيت ، يجب إغلاقه بإحكام مرة أخرى حتى لا تتسرب الرطوبة والأوساخ إلى الزيت. يجب أن تتوافق لزوجة الزيت مع اللزوجة المحسوبة لمستوى درجة حرارة معينة. تحدد الشركة المصنعة قيمة اللزوجة لكل استخدام للجهاز ويجب اتباعها للحصول على أفضل النتائج.
هناك طريقتان رئيسيتان لتزييت الضاغط: التشحيم بالرش والتزييت القسري. تستخدم جميع الضواغط تقريبًا مزيجًا من هاتين الطريقتين. التزييت بالرش هو أبسط طريقة لتزييت الضاغط. يتم رش الزيت الموجود في علبة المرافق على الأجزاء المتحركة بواسطة العمود المرفقي الدوار. وهكذا ، يدخل الزيت على جدران الأسطوانات وأسطح المحامل. طريقة تشحيم الضاغط عن طريق الرش مرضية للضواغط التي تعمل بسرعات منخفضة. ومع ذلك ، لم تعد هذه الطريقة مفضلة عند تصميم ضواغط كبيرة حديثة عالية السرعة ، حيث تكون درجة حرارة المحامل وأسطح الاحتكاك أعلى. لا يقلل زيت التشحيم الاحتكاك بين الأجزاء المتحركة فحسب ، بل يزيل أيضًا بعض حرارة الاحتكاك.
تستخدم جميع ضواغط التبريد الحديثة تقريبًا تزييتًا قسريًا. هناك عدة أنواع من التشحيم القسري. في الضواغط الصغيرة بسعة تصل إلى 2.2 كيلو واط ، يتم دفع الزيت إلى النقاط المطلوبة عبر القنوات الملولبة. تستخدم الضواغط التي تزيد سعتها عن 2.2 كيلو وات نظام تزييت مختلف. يتم توفير تزييت الضاغط بواسطة مضخة زيت تروس. يتم تشغيل المضخة ، المثبتة على مبيت المحمل الخلفي (73) ، بواسطة عمود تشغيل يتم إدخاله في فتحة في نهاية العمود المرفقي. يتم توفير الزيت عن طريق مضخة الزيت (74) من خلال فتحات في العمود المرفقي إلى محامل الضاغط وقضبان التوصيل. يعمل صمام فحص الكرة المحمّل بنابض كمحدد للضغط ، مما يسمح بتجاوز الزيت إلى علبة المرافق للضاغط إذا ارتفع ضغط الزيت عن قيمة محددة مسبقًا.
نظرًا لحقيقة أن منفذ الشفط الخاص بالمضخة متصل مباشرة بعلبة المرافق للضاغط ، فإن ضغط الزيت عند مدخل المضخة يكون دائمًا مساويًا للضغط في علبة المرافق ، وضغط الزيت عند مخرج المضخة هو الضغط الكلي في علبة المرافق والزيت في المضخة. لذلك ، فإن صافي ضغط الزيت يساوي ضغط مخرج المضخة مطروحًا منه ضغط علبة المرافق. عندما يعمل الضاغط بضغط شفط تحت الغلاف الجوي ، يجب إضافة ضغط علبة المرافق إلى ضغط مخرج المضخة لتحديد الضغط الصافي لمضخة الزيت.
أثناء التشغيل العادي للضاغط ، يتذبذب صافي ضغط الزيت اعتمادًا على حجم الضاغط ودرجة حرارة ولزوجة الزيت ، وكذلك مقدار الخلوص في محامل الضاغط. ضغط الزيت الصافي من 0.22 إلى 0.28 ميجا باسكال أمر طبيعي ، ولكن يتم توفير التزييت المطلوب أيضًا عند ضغوط تبلغ حوالي 0.07 ميجا باسكال. صمام الالتفافيةتم ضبطه لمنع ارتفاع ضغط الزيت الصافي إلى أكثر من 0.42 ميجا باسكال.
يمكن أن تدور تروس مضخة الزيت في أي اتجاه. يتم عكس دوران التروس باستخدام لوحة احتكاك ، والتي تغير اتجاه دخول الزيت إلى المضخة والخروج منه. ومع ذلك ، بعد تشغيل المضخة لفترة طويلة ، تبلى لوحة الاحتكاك العكسي ، ويظهر تآكل ، أو غشاء ، أو خشونة ، ونتيجة لذلك تتوقف المضخة عن الانعكاس. في حالة تلف التوصيلات الكهربائية لمحرك الوحدة التي يعمل ضاغطها لفترة معينة ، لأي سبب من الأسباب ، بعد إصلاح هذه التوصيلات ، من الضروري الحفاظ على الاتجاه الأصلي لدوران المحرك.
يمكن أن يؤثر وجود المبرد السائل في علبة المرافق للضاغط بشكل كبير على تشغيل مضخة الزيت. تتسبب الرغوة السريعة عند بدء التشغيل في نقل الزيت بعيدًا عن علبة المرافق ، مما يتسبب في انخفاض ضغط الزيت حتى يعود جزء منه إلى علبة المرافق. إذا تم امتصاص سائل التبريد أو الزيت المشبع بمادة التبريد في مضخة الزيت ، يمكن أن يتسبب بخار المبرد الناتج في تقلبات كبيرة وربما انخفاض في ضغط الزيت. قد يختلف ضغط علبة المرافق عن ضغط الشفط لأن المبرد السائل يضغط على علبة المرافق لفترات قصيرة من الوقت. لذلك ، يجب دائمًا توصيل وصلة الضغط المنخفض لمفتاح التحكم في التزييت بعلبة المرافق.
يقلل التشحيم في الضاغط الترددي من تآكل أجزاء الاحتكاك ، ويزيل حرارة الاحتكاك ، ويقلل من استهلاك الطاقة للاحتكاك ، ويزيد من إحكام صندوق التعبئة.
مكبس تزييت ضاغط مجتمعة. يتم تشحيم جزء من أجزاء الضاغط (الأسطوانات ورؤوس قضبان التوصيل العلوية والمحامل الرئيسية) بالرذاذ ، ويتم تشحيم باقي أجزاء الاحتكاك بالقوة تحت الضغط الناتج عن مضخة زيت التروس.
يُسكب زيت التشحيم في علبة المرافق للضاغط حتى مستوى 2/3 من زجاج الرؤية. يتم تشغيل مضخة الزيت من العمود المرفقي من خلال زوج من التروس الحلزونية. يتم تركيب مرشح على جانب الشفط للمضخة التنظيف الخشنالزيت ، الموجود على مسافة 10 15 مم من الجزء السفلي من علبة المرافق ، على جانب التفريغ - مرشح جيد.
يظهر الرسم التخطيطي لنظام تزييت الضاغط في الشكل. خمسة.
أرز. خمسة. العناصر الأساسيةأنظمة تزييت ضاغط المكبس: 1 مرشح خشن ؛ 2 - مضخة زيت التروس ؛ - مرشح جيد؛ 4 - صندوق حشو ؛ 5 - المحمل الرئيسي 6 - ثقل الموازنة 7 - جلبة الرأس السفلي لقضيب التوصيل (محمل منزلق) ؛ 8 - اسطوانة 9 - الرؤوس العلوية لقضيب التوصيل ؛ 10- صمام تخفيض الضغط.
يتم امتصاص الزيت عن طريق مضخة زيت التروس 2 من خلال الفلتر الخشن 1 وتحت الضغط من خلال الفلتر الدقيق 3 يتم توفيره إلى صندوق حشو الضاغط 4 ، ومن هناك يمر عبر الفتحات الموجودة في العمود المرفقي إلى الرؤوس السفلية للماكينة ربط قضيب 7 (محامل منزلقة). يتم التقاط الزيت من علبة المرافق للضاغط أثناء دوران العمود بواسطة الأثقال الموازنة 6 وتحت تأثير قوة الطرد المركزي يتم رشها إلى محيط الأسطوانات 8 والمحامل الرئيسية 5 ، وتشحيمها. يتم أيضًا تشحيم الرؤوس العلوية لقضبان التوصيل ودبوس المكبس 9. للتشغيل العادي لنظام التزييت ، يجب أن يكون فرق الضغط على جانب التفريغ لمضخة الزيت Р m وفي علبة المرافق الضاغط Р sun Р = Р m - Р sun = 0.1 + 0.35 MPa.
بالنسبة للضواغط منخفضة السرعة ، يكون هذا الاختلاف 0.1-0.15 ميجا باسكال (لضاغط AV-100) ، للضواغط عالية السرعة - 0.25 - 0.35 ميجا باسكال (لـ P110). يتم التحكم في ضغط الزيت عن طريق مقياس ضغط خاص مركب على جانب الضغط لمضخة الزيت. عند حدوث فرق ضغط أعلى ، يتم تفريغ الزيت الزائد عن طريق صمام أو صمام تخفيض الضغط 10 من خط تفريغ الزيت إلى علبة المرافق للضاغط. يوجد في الجزء السفلي من علبة المرافق صمام لإضافة الزيت وتغييره.
نهاية العمل -
هذا الموضوع ينتمي إلى:
تحضير REFMACHINIST. (أساسيات التبريد الجزء الأول)
تحضير آلة التبريد ... أساسيات جزء معدات التبريد ...
إذا كنت بحاجة إلى مواد إضافية حول هذا الموضوع ، أو لم تجد ما كنت تبحث عنه ، فإننا نوصي باستخدام البحث في قاعدة بيانات الأعمال لدينا:
ماذا سنفعل بالمواد المستلمة:
إذا كانت هذه المادة مفيدة لك ، فيمكنك حفظها على صفحتك على الشبكات الاجتماعية:
| سقسقة |
جميع المواضيع في هذا القسم:
القواعد الأساسية للعمل في المختبرات
يعمل المختبريتم إجراؤها في أجنحة المختبرات وتشغيل وحدات التبريد في مختبرين: "آلات التبريد" في الغرفة 117 و "وحدات التبريد" في المختبر
المادة النظرية
الضاغط عبارة عن آلة طاقة مصممة لزيادة الضغط وتحريك وسط العمل كما هو موضح في (الشكل 1). في آلة التبريد ، الضاغط
مبدأ تشغيل الضاغط المتلقي
في الضاغط الترددي ، يتم تحويل الحركة الدورانية المنقولة إلى العمود المرفقي 1 من المحرك الكهربائي إلى حركة ترددية للمكبس 6 باستخدام قضيب التوصيل 3.
أجهزة سلامة الضاغط
أثناء تشغيل الضاغط الترددي ، يمكن أن تحدث ظواهر خطيرة مثل المطرقة المائية والزيادة الحادة في فرق الضغط ΔР = Рn - Pvs. تؤدي هاتان الظاهرتان إلى التدمير
وصف تصميمات الضواغط AB-100 و P110
ضاغط AV-100 - مكبس بدون رأس متقاطع ، تدفق مباشر ، موحد مع ضواغط AU-200 ، AU-400 ، DAU-80 ، تم إنتاجه مسبقًا وحتى الوقت الحاضر
التحكم في قدرة التبريد للضواغط المتلقية
سعة التبريد للضاغط هي كمية الحرارة المأخوذة من الوسط المبرد بواسطة ضاغط التشغيل لكل وحدة زمنية (Q0، kW). كمية الحرارة المزالة
ضوابط
أثناء تشغيل الضاغط الترددي ، تتم مراقبة المعلمات التالية:
ضواغط HERMETIC FG
تُستخدم ضواغط المكبس المحكم في الثلاجات المنزلية ، ومعدات التبريد التجارية ، ومكيفات الهواء ، وآلات الصودا ، إلخ. مختومة كوم
ضواغط المجموعة
تنتج الصناعة المحلية ضواغط صندوق التعبئة 2FV4 / 4.5 ، FV - 6 ، FU - 12 ، FUU25 ، إلخ. يستخدم الضاغط 2FV4 / 4.5 في وحدات التبريد FAK - 0.7 ، FAK - 1.1 ، FA
ضواغط ملابس
ميزة تصميم الضواغط غير المانعة للتسرب هي عدم وجود غدة بين الضاغط والمحرك ، والمحرك يقع في علبة المرافق الممدودة ، الشكل. 15. على عكس
المادة النظرية
ضاغط FGR - 0.35 ، شكل. 19 ، بمحرك كهربائي مغلق في غلاف فولاذي مختوم. يتم ضغط الجزء الثابت للمحرك الكهربائي في دعامة مختومة ، متصلة بثلاثة براغي
المادة النظرية
مادة العمل - المبرد (HA) أثناء تشغيل آلة التبريد ، والبقاء في عناصرها المختلفة (ضاغط ، مكثف ، مبخر ، إلخ) ، تخضع لتغييرات مختلفة في تكوينها
إجراءات العمل
وفقًا للمهمة الفردية وفقًا للجدول 1 والجدول 2 ، قم بإنشاء دورة تبريد على مخطط i-lgP. الجدول 1 - البيانات الأولية لبناء دورة
إجراء الحساب
1. قدرة التبريد الشامل المحددة ، kJ / kg: qо = i1 ¢ - i4. 2. التبريد الحجمي المحدد
المادة النظرية
الضاغط اللولبي هو ضاغط إزاحة موجب. يحدث ضغط المبرد الموجود فيه بسبب انخفاض حجم التجاويف المقترنة. أسمي تجويف البخار
ضاغط FMS3-900
يظهر تصميم الضاغط FMS3-900 في الشكل. 21. تتمثل إحدى ميزات تصميم الضاغط في وجود موصلين رأسيين يقسمان مبيت الحديد الزهر إلى ثلاثة أقسام: 1 - بوصة
تدفق عمل ضاغط المسمار
عملية العمل ضاغط لولبييتكون من أربع مراحل: - امتصاص. - نقل؛ - ضغط - حقنة. مص. عندما تكون في
تعديل سعة القاطع
في جميع تصميمات الضواغط اللولبية (المستوردة والمحلية) ، يتم استخدام جهاز التخزين المؤقت كمنظم لسعة التبريد ، ومبدأ تشغيله هو
نظام تشحيم وحدة المسمار
تحتوي وحدة اللولب ، على عكس وحدة المكبس ، على نظام تزييت أكثر تعقيدًا ، والذي يعمل على سد الفجوات بين البراغي وتقليل تسرب الغاز على طول الدوارات ؛ منفذ ر
متطلبات ضاغط المسمار
يجب أن يتم بدء تشغيل الضاغط اللولبي عند أدنى حمل له. للقيام بذلك ، يجب ضبط التخزين المؤقت لسعة التبريد على وضع "الفتح".
المادة النظرية
في آلة التبريد ، يتم نقل الحرارة بواسطة سائل العمل (المبرد) من الوسط المبرد إلى بيئة. تسمى عملية نقل الحرارة من وسط إلى آخر
المكثفات
المكثف عبارة عن مبادل حراري يتم فيه تبريد بخار مادة التبريد القادمة من الضاغط وتكثيفه عن طريق نقل الحرارة إلى وسط التبريد (الماء
المبخرات
المبخر - مبادل حراري يغلي فيه المبرد بسبب الحرارة المأخوذة من الوسط المبرد (هواء ، محلول ملحي ، ماء ، إلخ.) المبرد السائل المزود بعد صمام التحكم
مبخرات للتبريد المبرد
المبخرات الأكثر شيوعًا لتبريد المبردات هي المبخرات ذات الغلاف الأفقي والأنبوب المغمور. حسب التصميم ، فهي تشبه المكثفات ذات الغلاف والأنبوب.
مبخرات لتبريد الهواء
يتضمن هذا النوع من المبخر البطاريات ومبردات الهواء ذات التمدد المباشر. في هذه الأجهزة ، يتم تبريد الهواء نتيجة ملامسته للسطح البارد للأنابيب داخل
معالجة نتائج القياس
وفقًا للبروتوكول ، حدد: 1. قدرة التبريد للمبخر ، kW ، حيث Vs - تدفق حجم المحلول الملحي ، m3 / s ؛ - كثافة المحلول الملحي ،
فواصل الزيت
أثناء تشغيل الضاغط اللولبي الترددي أو المملوء بالزيت ، يتم التقاط بعض الزيت المزود لتليين وتبريد أزواج الاحتكاك ونقلها بعيدًا عن الضاغط بواسطة أبخرة التبريد.
خزانات النفط
تعمل أحواض الزيت (الشكل 39) على تصريف الزيت من جهاز التبريد ثم إزالته من النظام. يقلل استخدام مجمعات الزيت من خسائر البرودة
فواصل السوائل
يحمي فاصل السوائل (الشكل 40) الضواغط من دخول سائل التبريد إليها ، مما يمنع المطرقة المائية. تستخدم فواصل السوائل في الأنظمة
ريسيفرات
أنواع أجهزة الاستقبال. جهاز الاستقبال عبارة عن حاوية لتجميع سائل التبريد. اعتمادًا على الغرض ، يتم تقسيم المستقبلات إلى خطية ، وتصريف ، وتداول ، ووقائية ، واحتياطية
السفن الوسيطة
تُستخدم الأوعية الوسيطة في وحدات تبريد الأمونيا التي تعمل وفقًا لخطة الضغط ذات المرحلتين لتبريد بخار مادة التبريد قبل المرحلة الثانية من الضاغط والتبريد الفرعي للسائل
المبادلات الحرارية المتجددة
بواسطة التصميمتوجد مبادلات حرارية من نوع "الأنبوب في الأنبوب" (الشكل 44 ، أ) ، والمبادلات الحرارية ذات الغلاف والملف (الشكل 44 ، ب) ، والمبادلات الحرارية ذات الغلاف والأنبوب. نوع المبادلات الحرارية "أنبوب في تي
مستخلصات الهواء
يدخل الهواء والغازات الأخرى غير القابلة للتكثف إلى وحدة التبريد نتيجة للشفط من خلال موانع التسرب عند ضغط في النظام أقل من الضغط الجوي أثناء تركيب وإصلاح
فلاتر
الدخول في نظام التبريد أثناء تصنيعه وتركيبه وأثناءه اعمال صيانةشوائب ميكانيكية مختلفة (مقياس ، رمل ، إلخ)
مجففات
تخضع تركيبات الفريون (على عكس الأمونيا) لمتطلبات متزايدة لحماية النظام من تغلغل الرطوبة التي تدخل إلى النظام مع الهواء (يوجد أيضًا في البرد
يحتوي نظام التشحيم للضاغطات الترددية على نظامين مستقلين للتزييت - التدوير والتشحيم.
تعميم نظام التشحيم
تتم عملية التزييت الدوراني من خلال علبة المرافق للضاغط بواسطة مضخة ترسية. يدخل الزيت إلى المضخة من خلال مرشح خشن وبعد أن تدخل المضخة الآليات من خلال مرشح مشقوق (رقائقي) ومبرد. يتدفق جزء من الزيت من خلال الفتحات الموجودة في العمود المرفقي إلى محامل قضيب التوصيل ، ثم من خلال الحفر في قضيب التوصيل أو من خلال أنابيب خاصة متصلة بقضيب التوصيل ، إلى الدبوس المتقاطع. يتدفق جزء آخر من الزيت إلى أسطح الاحتكاك للصليب. يتم تنظيم ضغط الزيت بواسطة صمام أمان ، يتم تزييت المحامل الرئيسية عن طريق الرش.
نظام التشحيم التشحيم
يتم تشحيم الأسطوانات والأختام تحت ضغط مضخة متعددة الكباسات (مشحم). يتم التزييت باستخدام زيت ضاغط خاص K19 (t) ، والذي يتميز بنقطة وميض عالية. يتم تنظيم كمية الزيت التي يتم توفيرها لكل نقطة بواسطة البراغي. يتم إخراج الزيت من جهاز التشحيم من الأسطوانات مع الهواء ويستقر في أجهزة الاستقبال والثلاجات.
تبريد ضواغط ثابتةنفذت بالمياه الجارية. مبردات الهواء (المتوسطة والنهائية) ومبردات الزيت وسترات الأسطوانات عرضة للتبريد. يتم التحكم في تدفق المياه عن طريق التصريف في القمع وبواسطة مفتاح نفاث خاص في نظام حماية الضاغط.
تم تصميم نظام التحكم في الضاغط لتقليل السعة عندما يقترب الضغط من أقصى ضغط.
هناك طريقتان لتنظيم الضواغط الثابتة. في الطريقة الأولى ، يتم إغلاق صمام الأداء ، المثبت بين مرشح الهواء وأسطوانة المرحلة الأولى ، عندما يقترب الضغط من الحد الأقصى ، مما يزيد من مقاومة الشفط.
في الطريقة الثانية ، لتقليل الإنتاجية ، يتم توصيل سعة إضافية بأسطوانة المرحلة الأولى ، مما يزيد من المساحة الفاصلة (الميتة) للأسطوانات.
مع زيادة الضغط ، يتم تنشيط الصمام المتحكم في التفريغ ، مما يضمن إطلاق الهواء بعد المرحلة الثانية في الغلاف الجوي. في حالات الطوارئ ، يتم تنشيط صمام الأمان: بعد المرحلة الأولى 0.25 - 0.27 ميجا باسكال ، بعد الثانية - 0.85 - 0.9 ميجا باسكال. صمامات الأمانجميع أجهزة الاستقبال مجهزة أيضًا.
ضاغط المكبس عبارة عن آلة محملة ديناميكيًا. فيما يلي ميزات تركيب الضواغط. يجب تنفيذ معرض الضاغط حسب المستوى دون تفكيك الآلة. يمكن أن تكون قواعد عرض الضاغط عبارة عن أدلة متقاطعة وقضبان مكابس يمكن الوصول إليها بسهولة عن طريق إزالة فتحات الفحص أو العمود المرفقي أو نهاية العمود. يتم تنفيذ المحاذاة الأفقية للضاغط بمستوى إجمالي أو إطار بقيمة تقسيم تبلغ 0.05 - 0.1 مم / م بدقة 0.2 مم / م.
تتمثل إحدى ميزات تركيب الضواغط الزاوية في وجود دعامة أسطوانية إضافية تحت الخطوة الأفقية. يتم تثبيت الدعامة على النحو التالي: يتم وضع آلية تنظيم الدعم في الموضع الأوسط ، ويتم تثبيت الأسطوانة على الإسفين العلوي في وسط الأخدود. يتم ضغط آلية الأسطوانة بالكامل بواسطة حشوات إلى منتصف سطح محمل الأسطوانة. تلامس الأسطوانة الإسفين والسطح الداعم بطول الطول. بعد تثبيت مسامير التثبيت ، يتم سكب المجموعة بملاط عالي الجودة وخرسانة. إذا تم تركيب دوار المحرك على العمود المرفقي ، فإن الجزء الثابت يتركز على الدوار. يجب أن تتم هذه العملية بعد إضافة الضاغط وشد مسامير التثبيت. يتم تثبيت الجزء الثابت عن طريق قياس الفجوة "للحديد" بين أقطاب الجزء الثابت والدوار. تتم عملية التمركز باستخدام مجسات ذات أطوال متزايدة. يجب أن يكون الخلوص العلوي أقل بنسبة 10-15٪ من الخلوص السفلي: نتيجة لذلك ، يتم تعويض وزن الجزء المتحرك جزئيًا. من الضروري أيضًا تثبيت الجزء الثابت "على الحديد" بتفاوت قدره ± 0.5 مم في الاتجاه المحوري بالنسبة للعضو الدوار.