محارق الحقن.شعلة اللحام هي الأداة الرئيسية في اللحام بالغاز. أعظم تطبيق هو محارق الحقنالعمل على الأسيتيلين من الضغط المنخفض والمتوسط (الشكل 80 ، أ).
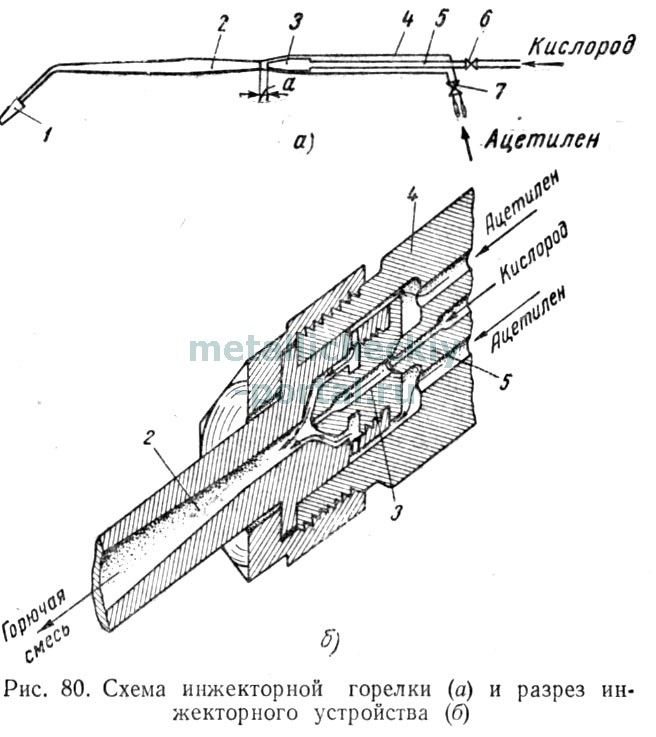
يدخل الأكسجين تحت الضغط من خلال الأنبوب 5 إلى الصمام 6 في فوهة الحاقن 3. عندما يتدفق الأكسجين من الفوهة بسرعة عالية ، يتم إنشاء فراغ في الأنبوب 4 ، حيث يتم امتصاص الأسيتيلين من خلال الصمام 7. ثم يدخل الأكسجين والأسيتيلين إلى غرفة الخلط 2 ، حيث يشكلان خليطًا قابلًا للاشتعال يخرج من لسان الحال 1 ويعطي لهبًا أثناء الاحتراق. يظهر قسم جهاز حقن الموقد في الشكل. 80 ، ب.
للتشغيل العادي لموقد الحقن ، يجب أن يكون ضغط الأكسجين الداخل 2-4 كجم ق / سم 2. يمكن أن يكون ضغط الأسيتيلين أقل بكثير - من 0.01 إلى 0.1 كجم / سم 2 (من 100 إلى 1000 مم من الماء. فن).
يمكن أن تعمل مواقد الحقن أيضًا عند ضغط متوسط (من 0.1 إلى 1.5 كجم / سم 2) من الأسيتيلين. الضغط العالي يجعل من السهل تشغيل الحاقن وتنظيم اللهب ، ولكن الضغط مرتفع للغاية لإغلاق صمام غاز الوقود على الموقد بإحكام ، مما يزيد من احتمالية حدوث فرقعة وردود فعل اللهب. لذلك ، عند العمل من أسطوانة ، يجب الحفاظ على ضغط الأسيتيلين أمام الموقد في حدود 0.2-0.5 كجم / سم 2.
يتم تحديد قطر قناة الحاقن بواسطة الصيغة
حيث d u هو قطر قناة الحاقن ، مم ؛ V K - استهلاك الأكسجين ، م 3 / ساعة ؛ ع - ضغط الأكسجين ، كجم ق / سم 2.
مثال.استهلاك الأكسجين V k \ u003d 4 م 3 / ساعة ، الضغط ف \ u003d 3 كجم ق / سم 2. باستبدال هذه القيم في الصيغة ، نحدد قطر قناة الحاقن
معرفة قطر قناة الحاقن (د و) ، وتحديد قطر قناة مدخل حجرة الخلط (د ج م) وقناة مخرج قطعة الفم (د م) من النسبة
بالنسبة للقيمة الطبيعية للشفط (أي الخلخلة في قنوات الأسيتيلين) في الموقد ، فإن المسافة a بين نهاية فوهة الحاقن والمدخل إلى حجرة الخلط مهمة (انظر الشكل 80 ، أ). مع زيادة هذه المسافة إلى حد معين ، يزداد الشفط ومع انخفاضه.
يتم ضمان الاحتراق المستقر للهب في التركيبة العادية لخليط لمواقد الأسيتيلين والأكسجين وأبواق الفم بمعدل تدفق للمزيج من فوهة الفوهة في النطاق من 50 إلى 170 م / ث (لأبواق الفم ذات قطر قناة المخرج d M من 0.6 إلى 3.5 مم) في هذه الحالة ، يجب أن يكون الضغط الزائد للخليط في الأنبوب أمام الفوهة في حدود 0.03-0.27 kgf / cm 2. عند سرعة تدفق تتراوح من 20 إلى 40 م / ث ، تحدث فرقعة وضربات عكسية من اللهب ، وبسرعة 140-240 م / ث ، يمكن فصل اللهب عن لسان الموقد.
من أجل تبديد أفضل للحرارة ، فإن الأبواق مصنوعة من مواد مقاومة للحرارة وذات موصلة حرارية عالية - النحاس M3 أو برونز الكروم Brx0.5 (TsMTU3299-53) ، والتي تلتصق بها بقع المعدن المنصهر بدرجة أقل. أبواق من الشعلات منخفضة الطاقة وامتلاكها تبريد المياهمصنوعة من النحاس الأصفر ЛС59-1. من أجل الاحتراق المستقر والشكل الصحيح للهب ، يلزم إجراء معالجة سطحية دقيقة لقناة مخرج قطعة الفم ؛ النتوءات والخدوش والأضرار الأخرى التي قد تتسبب في التمزق أو الطقطقة أو رد فعل اللهب غير مقبولة. أبواق الفم مصقولة من الخارج لمنع تناثر المعادن من الالتصاق.
وفقًا لـ GOST 1077-69 و 5191-69 ، يجب أن توفر مشاعل وقواطع اللحام بأكسجين الأسيتيلين إمدادًا من الأسيتيلين على الأقل: الشعلات - 15٪ ، القواطع - 10٪ من الحد الأقصى لتدفق الغاز.
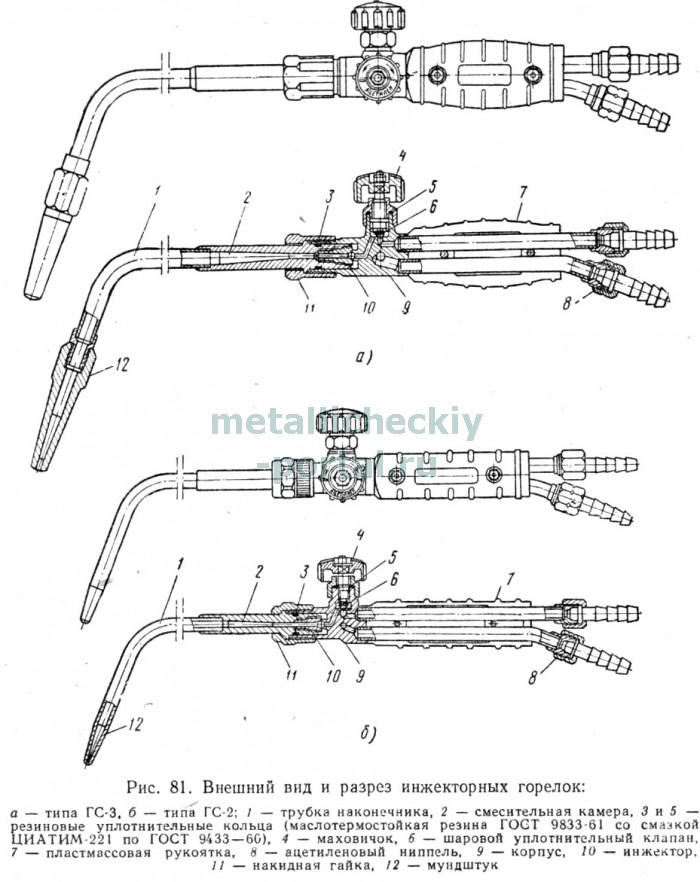
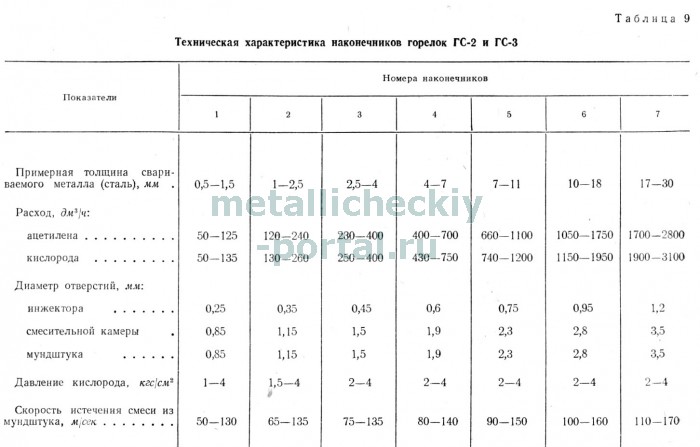
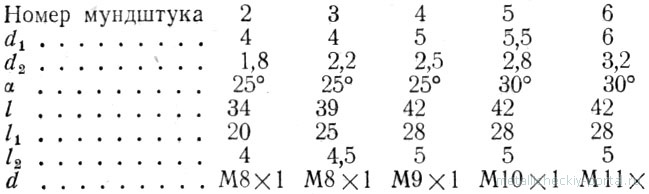
على التين. يُظهر 81 شعلات حقن متوسطة الطاقة GS-3 و GS-2 منخفضة الطاقة. يتم تزويد المشاعل بمجموعة من النصائح القابلة للاستبدال بأرقام مختلفة ، والتي تختلف في استهلاك الغاز والمخصصة للحام المعادن ذات السماكات المختلفة. يتم اختيار رقم الطرف وفقًا لسمك المعدن (الفولاذ) الذي يتم لحامه أو الاستهلاك المحدد المطلوب من الأسيتيلين بالدمى 3 / ساعة لكل 1 مم من السماكة وفقًا للبيانات الواردة في الجدول. تسع.
أنتجت الصناعة أيضًا مواقد GS-53 و Moskva ذات خاصية مشابهة لموقد GS-3 ، وموقد Malyutka ، المقابل لموقد GS-2.
تستخدم الشعلات عالية الطاقة GS-4 في لحام وتسطيح المعادن الحديدية وغير الحديدية السميكة ، وعيوب اللحام في أجزاء الحديد الزهر كبيرة الحجم ، والتدفئة أثناء الاستقامة ، والانحناء ، وبثق المعدن ، وغيرها من الأعمال المماثلة.
لديهم طرفان: رقم 8 للمعدن بسمك 30-50 مم ، لاستهلاك الأسيتيلين 2.8-4.5 والأكسجين 3.1-5 م 3 1 س ، رقم 9 للسمك 50-100 مم ، لاستهلاك الأسيتيلين 4 ، 5-7 ، أكسجين 5-8 م 3 / ساعة. في هذه النصائح ، يتم تثبيت الحاقن وغرفة الخلط مباشرة أمام الفوهة ، ويتم توفير الغاز القابل للاحتراق للحاقن من خلال أنبوب موجود داخل أنبوب إمداد الأكسجين. هذا يمنع الغاز القابل للاشتعال والمزيج من التسخين بالحرارة المنعكسة من اللهب ، مما يقلل من احتمالية حدوث ارتكاسات وانبثاق عند العمل في ظروف التدفئة القاسية. للعمل على البروبان - البيوتان ، يحتوي الموقد GS-4 على طرفين مع أبواق شبكية للاستهلاك: رقم 8 - البروبان - البيوتان 1.7-2.7 ، الأكسجين 6-9.5 لتر * 3 / ساعة ؛ رقم 9 - البروبان - البيوتان 2.7-4.2 ، الأكسجين 9.5-14.7 م 3 / ساعة.
يمكن أيضًا إرفاق أطراف من نوع خاص بمقبض (برميل) الشعلات العامة GS-3: لهب متعدد ، للتدفئة ، لحام ، إلخ.
عند لحام أجزاء كبيرة (على سبيل المثال ، لحام الحديد الزهر المسخن ، إلخ) ، يتم استخدام أطراف خاصة مقاومة للحرارة NAT-5-6 و NAT-5-7 ، ومجهزة بطبقة عازلة للحرارة من الأسبستوس وغطاء تدريع مصنوع من الفولاذ المقاوم للحرارة X25T ، والذي يتميز بمقاومة متزايدة للحرارة ومقاومة للأكسدة في درجات الحرارة العالية. يمكن لمثل هذه النصائح وقت طويليتحمل الحرارة العالية دون فرقعة أو وميض للخلف. لنفس العمل في مصنع Bezhitsky للصلب ، يتم استخدام نصائح عادية ، ولكنها مزودة بأنبوب إضافي لتزويدها بهواء التبريد. يتطلب هذا الطرف رقم 6 90 م 3 / ساعة من الهواء بضغط 5 كجم / سم 2 لتبريده ويمكن أن يعمل بشكل مستمر لمدة 15-20 دقيقة.
تستخدم المشاعل GS-2 لحام المعادن ذات السماكة الصغيرة من 0.3 إلى 4 مم. يبلغ وزن هذه الشعلات 360-400 جم ومجموعة من الرؤوس رقم 0 ؛ واحد؛ 2 و 3. بالنسبة لهم ، يتم استخدام خراطيم بقطر داخلي 6 مم.
المواصفات الفنيةالأطراف رقم 1 و 2 و 3 من المواقد GS-2 هي نفسها للأرقام المقابلة لأطراف الموقد العادي (انظر الجدول 9). يستخدم الطرف رقم 0 لحام المعدن بسمك 0.3 إلى 0.6 مم ، وهو مصمم لاستهلاك الأسيتيلين من 25 إلى 60 dm 3 / h ، والأكسجين من 28 إلى 70 dm 3 / h ، وضغط الأكسجين من 0.8 إلى 4 kgf / سم 2. أقطار القنوات الطرفية هي كما يلي: حاقن - 0.18 مم ، حجرة خلط - 0.6 مم ، لسان حال - 0.6 مم.
لحام ولحام وتسخين المعادن ذات السماكة الصغيرة جدًا (0.1-0.6 مم) ، يتم استخدام شعلات الطاقة الصغيرة GS-1 ذات الرؤوس رقم 00 و 0. الطرف رقم 00 ، المصمم لسماكة 0.1-0.25 مم ، مصمم لاستهلاك الاسيتيلين 10-25 دسم 3 / س والاكسجين 13-34 دسم 3 / س. صفة الطرف رقم 0 مذكورة أعلاه.
شعلات بدون حاقن. في مواقد الحقن ، عندما يتم تسخين قطعة الفم بشدة ، يتدهور تأثير الحقن لنفث الأكسجين المتدفق من فوهة الحاقن. في هذه الحالة ، يتغير تكوين الخليط القابل للاحتراق في موقد الحقن ويظهر فيه فائض من الأكسجين ، مما يجعل من الضروري قطع اللحام وتبريد قطعة الفم.
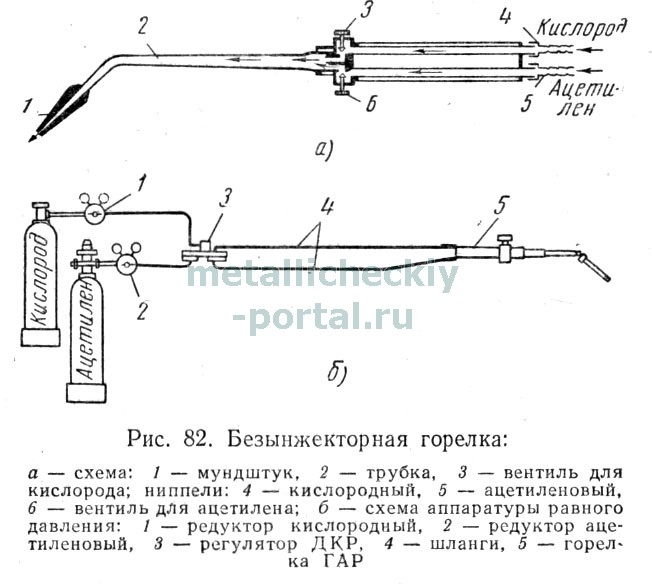
يتم إعطاء تركيبة أكثر ثباتًا للخليط القابل للاحتراق بواسطة محارق بدون حقن ، حيث يتم توفير كل من الغازات - الأكسجين والأسيتيلين - تحت نفس الضغط - 0.5 - 1.0 كجم / سم 2. الشعلات ذات الطاقة العالية والمتعددة اللهب ، والتي تعمل في ظروف صعبة ودرجة حرارة عالية ، عادة ما تصنع بدون حقن ومجهزة بأجهزة لتبريد المياه من قطعة الفم.
يظهر مخطط الموقد بدون حاقن في الشكل. 82 ، أ. يدخل الأكسجين والأسيتيلين إلى الموقد عند ضغوط متساوية ، ويتم تنظيم كمية الغازات بواسطة صمامات الموقد.
طورت VNIIAvtogenmash معدات اللحام بالغاز ، التي تتكون من منظم DKR اللاحق النابض ، والذي يضمن تلقائيًا المساواة في ضغوط العمل للأكسجين والأسيتيلين في الموقد غير الحاقن GAR (ضغط متساوٍ). موقد GAR مجهز بسبعة رؤوس مصممة لاستهلاك الأسيتيلين من 50 إلى 2800 ديسيمتر 3 / ساعة. يحتوي كل طرف على حجرة خلط بفتحتين معايرتين: جانبي للأسيتيلين ووسط للأكسجين. يدخل الأكسجين والأسيتيلين الموقد من المنظم بنفس الضغط (الشكل 82.6). غاز التحكم هو الأسيتيلين. عندما يتغير ضغط الأسيتيلين ، يغير المنظم ضغط الأكسجين وفقًا لذلك بحيث يظل دائمًا مساويًا لضغط الأسيتيلين الداخل إلى الموقد. لذلك ، فإن تكوين الخليط القابل للاحتراق في الموقد يظل ثابتًا.
لزيادة معدل الاحتراق ودرجة حرارة اللهب في مواقد البروبان والبيوتان والأكسجين مع رؤوس ذات فوهة واحدة ، يتم استخدام تسخين إضافي وخلط الغازات حتى تخرج من الفوهة. لهذا الغرض ، تحتوي مواقد GZU-2-62 و GZM-2-62M التي طورتها شركة VNIIAvtogenmash على سخان خاص وغرفة تسخين تقع بين أنبوب الخليط القابل للاحتراق وقطعة الفم (الشكل 83 ، أ).
يدخل خليط البروبان - البيوتان - الأكسجين الذي يدخل قطعة الفم من 1 إلى الأنبوب 5 عبر السخان 3 ويتم توجيهه إلى الحجرة 2. يدخل جزء (5-10٪) من تدفق الخليط في قنوات الفوهة 4 ويشكل مشاعل 6 تلك الغرفة الحرارية 2. في الحجرة في الشكل 2 ، يتم تسخين الخليط حتى 300-360 درجة مئوية ، ويشكل الاحتراق عند مخرج قطعة الفم 1 قلبًا حادًا ومحدّدًا بشكل حاد ولهبًا. ترتفع درجة حرارة اللهب في هذه الحالة بحوالي 300-330 درجة مئوية. غرف التسخين مصنوعة من الفولاذ المقاوم للصدأ IX18H9 ، حيث تفشل النحاسية بسرعة بسبب نضوب الزنك.
يمكن للشعلات المزودة بسخانات لحام الفولاذ حتى سماكتها 5 مم بلهب البروبان - البيوتان - الأكسجين في جميع مواضع التماس في الفضاء ، بالإضافة إلى لحام الحديد الزهر. بدلاً من البروبان - البيوتان ، يمكن استخدام غازات بديلة أخرى: الميثان والغازات الطبيعية وغازات المدينة. يحتوي الموقد GZU-2-62 على أربعة رؤوس ذات فوهة واحدة (رقم 1 و 2 و 3 و 4) للحام وثلاثة (رقم 5 و 6 و 7) فتحات شبكية للتدفئة. لا تحتوي أطراف الشبكة على سخانات وغرف تدفئة. الموقد GZM-2-62M مجهز فقط بأربعة رؤوس ذات ملف فردي: رقم 0 ، 1 ، 2 و 3.
استهلاك الغاز لنصائح بأرقام مختلفة هو (بوحدة dm 3 / h):
للحام والتسطيح بلهب البروبان والبيوتان والأكسجين في Kopeysk Machine-Building Plant. استخدم S.M. Kirov بنجاح أبواق ، يظهر تصميمها في الشكل. 83 ب. أبعاد قطعة الفم (مم) كما يلي:
شعلات دوامة الغرفة. بالنسبة لعدد من العمليات (التسخين ، اللحام ، لحام البلاستيك ، إلخ.) درجة الحرارة المرتفعة الناتجة عن لهب الأسيتيلين والأكسجين غير مطلوب. لهذه العمليات ، يمكن استخدام مواقد حجرة دوامة تعمل على خليط من البروبان والهواء ، تم تطويرها ودراستها بواسطة Yu. I. Nekrasov في VNIIAvgogenmash. بدلاً من قطعة الفم ، تحتوي هذه الشعلات على غرفة احتراق يتم فيها توفير البروبان والهواء بشكل منفصل تحت ضغط يتراوح من 0.5 إلى 2 كجم / سم 2. يتم إدخال البروبان في الغرفة من خلال القناة المركزية للفوهة ، ويدخل الهواء ، وهو أيضًا غاز مكون للدوامة ، من خلال قنوات حلزونية شريطية متعددة الخيوط ، والتي تضمن "دوران" خليط الغاز في غرفة الاحتراق . خليط من البروبان والهواء يحترق في الغرفة ويخرج من خلال فوهة نهايته بسرعة عالية مكونًا شعلة بدرجة الحرارة المطلوبة. يتراوح طول جزء العمل من اللهب ، اعتمادًا على تدفق الغازات ، من 5 إلى 25 مم. من خلال تعديل معامل الهواء الزائد في الخليط من 1 إلى 4 ، يمكن الحصول على لهب بدرجة حرارة (على التوالي) من 1700 إلى 350 درجة مئوية. غرفة الاحتراق مصنوعة من الفولاذ المقاوم للحرارة.
إدارة التصنيف العام للمقال: نشرت: 2011.05.31
محارق الحقن- الشعلات التي يحدث فيها تكوين خليط غاز - هواء بسبب طاقة نفاثة غازية. الحاقن هو العنصر الرئيسي في موقد الحقن. بمساعدة حاقن ، يتم توصيل الهواء من الفضاء المحيط إلى الشعلات.
يمكن خلط الشعلات بشكل كامل مع الهواء أو بحقن هواء جزئي ، ويعتمد هذا الفصل على كمية الهواء التي يوفرها الحاقن.
المحارق ذات الحقن الجزئي للهواء حسب طريقة خلط الغاز هي شعلات ذات خلط مسبق جزئي. في هذه الحالة ، يدخل جزء فقط من الهواء اللازم للاحتراق منطقة الاحتراق ، ويتم استخراج الباقي من الفضاء المحيط. يمكن تشغيل هذه الشعلات تحت ضغط غاز منخفض. وتسمى أيضًا مواقد الحقن ذات الضغط المنخفض. تتكون شعلات الحقن من منظم إمداد هواء أساسي وفوهة وخلاط ومشعب توزيع.
يتكون منظم إمداد الهواء الأساسي 1 (الشكل 1) من قرص دوار أو غسالة ، ويشارك بشكل مباشر في تنظيم كمية الهواء الأولي الداخل إلى الموقد. الفوهة 2 ضرورية لتحويل الطاقة الكامنة لضغط الغاز إلى طاقة حركية ، أي أنها تعطي الغاز النفاث سرعة توفر شفط الهواء. يتكون خلاط الموقد الغازي من ثلاثة أجزاء: الخلط 3 ، والرقبة 4 والناشر 5. في الخلط ، عندما تخرج نفاثة الغاز من الفوهة ، يتم إنشاء فراغ وامتصاص الهواء. الحلق 4 هو أضيق جزء في الخلاط ، حيث يتم تسوية نفاثة خليط الهواء والغاز. في الناشر 5 ، يحدث الخلط النهائي لخليط الغاز مع الهواء ويزداد ضغطه بسبب انخفاض السرعة.
حقن مواقد الغاز الجوي
أرز. 1: أ - الضغط المنخفض ، ب - الموقد لغلاية من الحديد الزهر ، 1 - منظم إمداد الهواء الأساسي ، 2 - فوهة ، 3 - التشويش ، 4 - الرقبة ، 5 - ناشر ، 6 - مشعب التوزيع ، 7 - فتحات
ينتقل خليط الغاز والهواء من الناشر إلى مشعب التوزيع ب ، والذي يوزعه من خلال الثقوب 7. شكل المشعب وموقع الثقوب يعتمد على نوع وغرض الشعلات.
مزايا وعيوب محارق الحقن
تشمل مزايا مواقد الحقن ما يلي:
- بساطة التصميم
- التشغيل المستقر للموقد عند تغيير الأحمال ؛
- الموثوقية وسهولة الصيانة ؛
- عدم وجود مروحة لقيادتها ، مجاري الهواء إلى الشعلات ؛
- إمكانية التنظيم الذاتي ، أي الحفاظ على نسبة ثابتة بين الغاز والهواء.
تشمل عيوب محارق الحقن ما يلي:
- أبعاد كبيرة من الشعلات في الطول ، خاصة الشعلات ذات الإنتاجية المتزايدة (على سبيل المثال ، يبلغ طول الموقد IGK-250-00 بسعة اسمية 135 متر مكعب / ساعة 1914 ملم) ؛
- مستوى الضوضاء المرتفع لمحارق الحقن ذات الضغط المتوسط أثناء تدفق الغاز النفاث وحقن الهواء ؛
- اعتماد مصدر الهواء الثانوي على الخلخلة في الفرن (لمواقد الحقن ذات الضغط المنخفض) ، ظروف الخلط السيئة في الفرن ، مما يؤدي إلى الحاجة إلى زيادة إجمالي معامل الهواء الزائد = 1.3 ... 1.5 وحتى أعلى لضمان اكتمال احتراق الوقود.
عادة ما تعمل مشاعل الخلط الكامل للغاز مع الهواء في نطاق ضغط يتراوح من 2 كيلو باسكال إلى 6 كيلو باسكال. بمساعدة زيادة ضغط الغاز ، يتم حقن الهواء اللازم للاحتراق الكامل للغاز. يسمى هذا النوع من الموقد أيضًا بموقد حقن الضغط المتوسط. تستخدم هذه الشعلات بشكل رئيسي في مراجل التدفئةولتسخين الأفران الصناعية. الطاقة الحراريةشعلات الخلط الكامل لا تتجاوز عادة 2 ميغاواط. ضخامة الخلاطات ومحاربة الفلاش باك هي العقبة الرئيسية أمام زيادة قوتها.
شعلة اللحام هي الأداة الرئيسية لآلة اللحام بالغاز في اللحام والسطوح. شعلة اللحام هي جهاز يستخدم لخلط غاز قابل للاشتعال وعين أو بخار سائل قابل للاشتعال بالأكسجين والحصول على لهب لحام. يحتوي كل شعلة على جهاز يسمح لك بضبط قوة وتكوين وشكل لهب اللحام. يتم تقسيم مشاعل اللحام وفقًا لـ GOST 1077-79 على النحو التالي:
وفقًا لطريقة تزويد غرفة الخلط بالغاز القابل للاشتعال والأكسجين - حاقن وغير حاقن ؛
وفقًا لنوع الغاز القابل للاحتراق المستخدم - الأسيتيلين ، للغازات - بدائل الوقود السائل والهيدروجين ؛
عن طريق الغرض - عالمي (لحام ، قطع ، لحام ، تسطيح) ومتخصص (إجراء عملية واحدة) ؛
حسب عدد اللهب - لهب واحد ومتعدد اللهب ؛
من حيث قوة اللهب - شعلات الطاقة الصغيرة (استهلاك الأسيتيلين 5-60 لتر / ساعة) ، طاقة منخفضة (25-700 لتر / ساعة) ، طاقة متوسطة (50-2500 لتر / ساعة) ، طاقة عالية (2500-7000 لتر / ساعة ) ؛
حسب طريقة التطبيق - يدوي وآلة.
يجب أن تكون مشاعل اللحام بسيطة وسهلة الاستخدام ، وتضمن السلامة في التشغيل والحرق المستقر لهب اللحام.
موقد الحقن هو موقد يتم فيه إمداد غرفة الخلط بالغاز القابل للاحتراق عن طريق امتصاصه بنفث من الأكسجين يتدفق بسرعة عالية من فتحة الفوهة. هذه العملية لامتصاص الغاز عند ضغط منخفض بواسطة نفاثة أكسجين يتم توفيرها عند ضغط أعلى تسمى الحقن ، ويسمى هذا النوع من الموقد بالحقن.
للتشغيل العادي لمواقد الحقن ، من الضروري أن يكون ضغط الأكسجين 0.15-0.5 ميجا باسكال ، وضغط الأسيتيلين أقل بكثير - 0.001-0.12 ميجا باسكال. يظهر مخطط موقد الحقن في الشكل 1 أ. يدخل الأكسجين من الأسطوانة تحت ضغط العمل من خلال الحلمة والأنبوب والصمام 5 إلى فوهة الحاقن 4. يخرج الأكسجين من فوهة الحاقن بسرعة عالية ، ويخلق فراغًا في قناة الأسيتيلين ، ونتيجة لذلك يمر الأسيتيلين عبر الحلمة والأنبوب والصمام 7 ، يتم امتصاصها في حجرة الخلط 3. في هذه الغرفة ، يشكل الأكسجين ، عند خلطه مع الغاز القابل للاحتراق ، خليطًا قابلًا للاحتراق. يُشتعل الخليط القابل للاحتراق ، الذي يخرج من خلال المعبرة 1 ، ويشكل لهب اللحام بالحرق. يتم تنظيم إمداد الغاز إلى الموقد عن طريق صمام الأكسجين 5 والأسيتيلين 7 ، الموجودين على جسم الموقد. يتم توصيل الأطراف القابلة للاستبدال 2 بجسم الموقد باستخدام صمولة اتحاد.
جهاز الحاقن شكل 1 ب يتكون من حاقن 1 وحجرة خلط 2. للتدفق النازل الطبيعي أهمية عظيمةلديك الاختيار الصحيح للفجوة بين الطرف المخروطي للحاقن 1 ومخروط حجرة الخلط 2 وحجم قنوات الأسيتيلين 3 والأكسجين 4. يؤدي تعطيل تشغيل الجهاز إلى حدوث ضربات لهب عكسي ، وانخفاض في إمداد الأسيتيلين في الخليط القابل للاحتراق ، إلخ.
يتم ضمان الاحتراق المستقر للهب عند سرعة انتهاء صلاحية الخليط القابل للاشتعال من 50 إلى 170 م / ث.
يقلل تسخين طرف الشعلة من حقن الأكسجين ويقلل من الفراغ في حجرة الحاقن ، مما يقلل من تدفق الأسيتيلين إلى الشعلة. نظرًا لأن تدفق الأسيتيلين إلى الموقد يظل ثابتًا ، فإن محتوى الأسيتيلين في خليط الغاز يتناقص أيضًا ، وبالتالي يزداد التأثير المؤكسد لهب اللحام. لاستعادة التكوين الطبيعي لهب اللحام ، يجب على عامل اللحام ، أثناء تسخين طرف الشعلة ، زيادة تدفق الأسيتيلين إلى الشعلة عن طريق فتح صمام الأسيتيلين في الشعلة.
عندما يتم انسداد لسان الموقد ، يزداد ضغط الخليط القابل للاحتراق في حجرة الخلط ، ويتم إثراء الخليط القابل للاحتراق بالأكسجين ، مما يؤدي إلى زيادة التأثير المؤكسد لهب اللحام.
يمكن تحديد قطر قناة الحاقن من خلال الحساب التالي:
= ، - قطر قناة الحاقن ، مم ؛ - استهلاك الأكسجين ، / ساعة ؛P هو ضغط الأكسجين ، MPa.
عيب موقد الحقن هو تنوع تركيبة الخليط القابل للاحتراق ، وميزته أنه يعمل على غاز قابل للاشتعال بضغط متوسط ومنخفض.
لحام الشعلة أحادية اللهب العالمية GS-3 (الشكل 2) تنتمي إلى نوع الحقن. إنه مصمم للحام الأسيتيلين - الأكسجين اليدوي ، اللحام ، التسطيح ، التسخين وأنواع أخرى من معالجة المعادن باللهب. يمكن للشعلة لحام المعدن بسمك 0.5 إلى 30 مم. يحتوي على سبع رؤوس قابلة للتبديل من رقم 1 إلى 7 ، متصلة ببرميل الموقد بصامولة نقابية. يعمل الموقد مثل جميع مواقد الحقن الموضحة أعلاه ؛ الخصائص التقنية معطاة في الجدول. واحد
يتم توصيل خرطوم أكسجين (صنف III) بالموقد بحلمة وصمولة بوصلة بخيط لليد اليمنى ، وخرطوم أسيتيلين (صنف 1) بقطر داخلي 9 مم بالتركيب بخرطوم أيسر- خيط اليد. التركيب بخيط الأسيتيلين له علامات مقابلة.
قبل توصيل خرطوم الأسيتيلين ، من الضروري التحقق من وجود فراغ (شفط) في قناة الأسيتيلين بالموقد. يتم ضبط اللهب العادي عندما لا يتم فتح صمام الموقد بالكامل ، وله قلب ذو شكل منتظم محدد براق. في حالة وجود شكل غير منتظم للنواة ، من الضروري التنظيف والنفخ عبر قناة مخرج قطعة الفم.
مع تسخين قطعة الفم للموقد ، من الضروري بشكل دوري ضبط اللهب دون توقف العمل. يمكنك أيضًا إزالته بورق صنفرة ناعم أو ملف صغير.
حاليًا ، من أجل لحام المعدن ذي السماكة الصغيرة ، يتم استخدام شعلة أحادية اللهب GS-2 منخفضة الطاقة ، والتي تنتمي إلى نوع الحقن. يشبه تصميم الموقد GS-2 الموقد GS-3 ، وتختلف هذه الشعلات فقط في الأبعاد الكلية وأبعاد تركيبات التوصيل. يتم إنتاج المواقد GS-2 كاملة بأربعة رؤوس رقم 0 ، 1 ، 2 ، 3. وهي مجهزة بإبرة الأسيتيلين وصمامات الأكسجين ، والتي توفر ضبطًا دقيقًا للغازات. لتوصيل الشعلات ، استخدم جلبات بقطر داخلي يبلغ 6.3 ملم. الخصائص التقنية للموقد GS-2 مذكورة في رقم 2.
يختلف الموقد GS-4 عن شعلات الحقن الأخرى في أن وحدة الحقن وحجرة الخلط تقعان بجوار الفوهة مباشرةً. يتكون رأس الموقد من أنبوبين مرتبين بشكل متركز يتم إدخال أحدهما في الآخر. يتم توفير الغاز القابل للاشتعال من خلال الأنبوب الداخلي ، ويتم توفير الأكسجين بين الأنابيب الخارجية والداخلية ، مما يلغي تسخين الغاز القابل للاحتراق بواسطة حرارة لهب الموقد ويقلل من إمكانية الضربات الخلفية والملوثات العضوية الثابتة.
الموقد GS-4 أكثر ثباتًا مقارنة بشعلات الحقن الأخرى. عيب الموقد هو قصر طوله وخطوطه العريضة لجوهر اللهب. تم تجهيز الشعلات بنصيحتين قابلتين للاستبدال رقم 8 ورقم 9. وترد الخصائص التقنية للموقد GS-4 في الجدول 3. إنه مصمم للحام بسماكات كبيرة ومنتجات ضخمة.
تم تصميم المشاعل G2 - 02 ذات الطاقة المنخفضة و G3 - 02 من الطاقة المتوسطة للحام اليدوي ولحام المعادن الحديدية وغير الحديدية. يتكون كل شعلة (شكل 3) من جسم 12 ، وصمامات الأسيتيلين والأكسجين 13 ، 14. ويتم تزويد الأكسجين من خلال الحلمة 8 والأنبوب 6. الحلمة 8 متصلة بجسم الموقد بواسطة صامولة موحدة 7. يتم تغذية الأسيتيلين من خلال الحلمة 9 ، والملاءمة 10 والأنبوب 11. يتم توصيل الطرف 15 بجسم الموقد بواسطة صمولة اتحاد ، تتكون من حجرة خلط 4 مع حاقن 5 ، أنبوب 3 ، حلمة 2 وقطعة فم 1.
يتم توفير الأكسجين من خلال الحلمة 8 والصمام 13 ثم من خلال الحاقن إلى غرفة الخلط. عندما يمر الأكسجين عبر قناة ضيقة ، فإن الحاقن يخلق فراغًا ، مما يساهم في الشفط إلى حجرة الخلط من الأسيتيلين الذي يدخل من خلال الحلمة 9 والتركيب 10. في أنبوب الطرف ، يتم خلط الأسيتيلين بالأكسجين. يدخل الخليط الناتج القابل للاحتراق إلى قناة مخرج قطعة الفم. مبدأ تشغيل الشعلات متطابق ، فهي تختلف فقط في الأبعاد الكلية للمكونات.
تم تجهيز الشعلات G2 - 02 بأربعة أعداد من الرؤوس (رقم 1 ، 2 ، 3 و 4) ، يتم توفير طرف صفري (رقم 0) بأمر خاص. الشعلات G3 - 02 مزودة بثلاث رؤوس رقم 3 ، 4 ، 6 ، الرؤوس رقم 1 ، 2 ، 5 ، 7 مزودة بأمر خاص. تتراوح كتلة الموقد G2 - 02 من 0.45 - 0.485 كجم ، G3 - 02-0.71-0.97 كجم ، اعتمادًا على رقم الطرف المرفق. تم تصميم Torch G2-02 من أجل لحام الفولاذ منخفض الكربون بسماكة 0.2 إلى 7 مم. ضغط الأكسجين من 0.15 إلى 0.3 ميجا باسكال ، وضغط الأسيتيلين لا يقل عن 1 كيلو باسكال.
تستخدم شعلة GZM-3 في اللحام اليدوي بالغاز ، والسطوح ، واللحام ، وأجزاء التسخين المصنوعة من المعادن الحديدية وغير الحديدية والسبائك (باستثناء النحاس). الموقد من نوع الحقن ، ويتكون من ثلاث رؤوس قابلة للتبديل ، وبرميل موقد GS-2 مع صمام تحكم للأكسجين والغاز القابل للاحتراق ، ووصلات ذات حلمة لربط الأكمام المصنوعة من القماش المطاطي بقطر 6 مم. يعمل الحارق على غاز البروبان - البيوتان أو الغازات الأخرى التي تحل محل الأسيتيلين. يتراوح سمك الأجزاء الملحومة من الفولاذ منخفض الكربون من 0.5 إلى 4 مم. ضغط الأكسجين 0.1 -0.4 ميجا باسكال ، البروبان - البيوتان - لا يقل عن 0.03 ميجا باسكال. وزن الموقد 0.577 - 0.644 كجم ، حسب عدد الرأس.
الشعلات G2-04 و G2-03. تم تصميم المشاعل من أجل لحام الأسيتيلين والأكسجين ولحام وتسخين المعادن الحديدية وغير الحديدية. يتكون الموقد (شكل 4) من جسم 2 ، وصمام أكسجين 1 ، وصمام أسيتيلين 7 ، وأنبوب بوصلة 3 لتزويد الأكسجين ، وأنبوب بوصلة 6 لتزويد الأسيتيلين ، وحلمات 4 و 5 بصواميل نقابية . رأس يتكون من حجرة خلط 9 مع حاقن 8 ، أنبوب 10 ، حلمة 11 وقطعة الفم 12 متصلة بجسم الموقد باستخدام صامولة نقابية.غرفة خلط. عندما يمر الأكسجين عبر القناة الضيقة للحاقن ، يتم إنشاء فراغ في حجرة الخلط أمام قناتها الأسطوانية الضيقة ، مما يساهم في الشفط إلى حجرة الخلط لدخول الأسيتيلين عبر الحلمة 5 والتركيب 6. يتم خلط الأسيتيلين مع الأكسجين في أنبوب الحافة. يدخل الخليط الناتج القابل للاحتراق إلى قناة مخرج قطعة الفم ، عند المخرج الذي يضيء منه.
الموقد G2-04 مجهز بخمس رؤوس قابلة للاستبدال ، والموقد G3-03 بسبعة رؤوس قابلة للاستبدال. يمكن لشعلة G2-04 لحام الفولاذ منخفض الكربون بسمك 0.2 إلى 7 مم ، وشعلة G3-03 - من 0.5 إلى 30 مم.
تتراوح كتلة الموقد G2-04 من 0.445 إلى 0.49 كجم ، G3-03 - من 0.695 إلى 0.955 كجم ، اعتمادًا على رقم الطرف المرفق.
تم تصميم الموقد GNL6-73 (الشكل 5) لطلاء سبائك المسحوق ذاتية التدفق الحبيبية لأغراض مختلفة لأنواع SGNN و PGKhN80SR و NGCH من أجل استعادة أجزاء الماكينة الجديدة البالية والمتصلبة. يتكون الموقد من برميل 1 بصمامات تحكم ووصلات توصيل مع حلمات ، وطرف 2 مع صامولة نقابية ، وقادوس مسحوق 5 بجهاز تغذية مقنن 4 وأنبوب تغذية 3 ، بالإضافة إلى وحدة تثبيت القادوس على الموقد برميل. تتم عملية التسطيح على مرحلتين: رش المسحوق على السطح الساخن وصهر الطلاء المتشكل.
يعتمد مبدأ تشغيل الموقد على استخدام الجاذبية وسيولة المسحوق الموجود في القادوس المائل ، حيث يتم توجيه جزيئات المسحوق من خلال فتحة الجرعات وأنبوب التغذية إلى لهب على شكل حدوة حصان عند مخرج فوهة الفوهة. تتحرك جزيئات المسحوق في تدفق غازات اللهب المحترقة ، وتشكل طبقة متساوية بالسماكة المطلوبة عند ملامستها للسطح الساخن للجزء.
يتم تزويد الشعلة برشحين مختصرين ونصائح إعادة التدفق وطرف إعادة تدفق بحجم عادي. أبواق الأطراف لها ترتيب شبكي من الفتحات.
تم تصميم الموقد GVP-5 (الشكل 6) لحام الأجزاء الصغيرة المصنوعة من المعادن الحديدية وغير الحديدية ؛ وهو عبارة عن موقد من نوع الحقن مزود بإمدادات غاز قسري و هواء مضغوط.
تتكون الشعلة من طاولة 3 ، مصباح لحام تسلسلي من النوع G-2 وثلاث رؤوس قابلة للاستبدال 1. تحتوي الأطراف على حجرة خلط 2 مع حاقن وأنبوب توصيل ومثبت مع ناشر. النصائح رقم 1 و 2 متطابقة من الناحية الهيكلية وتختلفان فقط في حجم أقسام التدفق لغرف الخلط والحاقنات والمثبتات عند احتراق اللهب ، وتوفر هذه الأطراف قلبًا ممدودًا على شكل جسم وشعلة اللهب اللازمة لحام المجوهرات ، لحام سبائك منخفضة الانصهار وأغراض أخرى. النصيحة رقم 3 مصنوعة بحقن إضافي للهواء من الغلاف الجوي ، مما يؤدي إلى انخفاض في استهلاك الهواء الأولي وتشكيل جبهة اللهب العريضة. يوصى باستخدام هذا النصيحة لتليين الطلاء القديم ، وتجفيف قوالب الأرض في المسابك ، وتسخين الأجزاء بدرجة حرارة منخفضة (250-
ج) قبل اللحام ، عند تسخين أجزاء التعليب ، إلخ.مادة الأجزاء الرئيسية للموقد من النحاس الأصفر LS-59-1. ضغط الغاز القابل للاحتراق لا يقل عن 0.001 ميجا باسكال. وزن الموقد 0.74 -0.69 كجم.
تعمل مشاعل اللحام على الغازات البديلة للأسيتيلين والأسيتيلين ، والتي تشكل خلائط قابلة للانفجار مع الأكسجين والهواء ، لذلك عند المناولة مشاعل اللحاميجب عليك أولاً قراءة التعليمات الخاصة باستخدامه.
لا يُسمح بالمواقد المعطوبة ، حيث يمكن أن يؤدي ذلك إلى حدوث انفجارات وحرائق ، فضلاً عن حروق لماكينة اللحام بالغاز.
تنتج الشعلة التي تعمل بشكل صحيح لهب لحام عادي وثابت. إذا كان الاحتراق غير متساوٍ ، فإن اللهب ينطفئ أو ينفصل عن الفوهة ويحدث ارتداد ، يجب ضبط جميع مكونات الشعلة وفحصها.
للتحقق من حاقن الموقد ، يتم توصيل خرطوم من مخفض الأكسجين بحلمة الأكسجين ، ويتم توصيل طرف بجسم الموقد. يتم شد صمولة اتحاد الطرف بمفتاح ربط ، ويتم فتح صمام الأسيتيلين ويتم ضبط ضغط الأكسجين المطلوب مع مخفض الأكسجين وفقًا لرقم الطرف. دع الأكسجين يدخل الموقد عن طريق فتح صمام الأكسجين. الأكسجين ، الذي يمر عبر الحاقن ، يخلق فراغًا في قنوات الأسيتيلين وحلمة الأسيتيلين ، والتي يمكن اكتشافها عن طريق وضع إصبع على حلمة الأسيتيلين. في حالة وجود فراغ ، يستيقظ الإصبع ليلتصق بالحلمة. في حالة عدم وجود فراغ ، من الضروري إغلاق صمام الأكسجين وفك الطرف وفك الحاقن والتحقق مما إذا كان ثقبه مسدودًا. في حالة الانسداد لا بد من تنظيفه مع فحص فتحة حجرة الخلط وقطعة الفم. بعد التأكد من أنها في حالة جيدة ، يتم تكرار اختبارات الشفط (الفراغ).
كمية الشفط تعتمد على الفجوة بين نهاية الحاقن ومدخل حجرة الخلط. إذا كانت الفجوة صغيرة ، فإن الفراغ في قنوات الأسيتيلين سيكون غير كافٍ ، وفي هذه الحالة يجب إخراج الحاقن قليلاً من غرفة الخلط.
إذا كان الموقد في حالة جيدة ، أغلق صمام الموقد وقم بتوصيل غلاف الأسيتيلين ، وتثبيته على الحلمة بطوق خاص. قم بتثبيت ما يلزم ضغط التشغيلعلى مخفضات الأكسجين والأسيتيلين. أولاً ، يتم فتح صمام الأكسجين بالموقد قليلاً ، مما يؤدي إلى حدوث فراغ في قنوات الأسيتيلين. ثم افتح صمام الأسيتيلين وأشعل الخليط القابل للاحتراق.
يتم التحكم في اللهب بواسطة صمام الأسيتيلين مع أكسجين مفتوح بالكامل. في حالة حدوث الفرقعة عند اشتعال اللهب ، فمن الضروري التحقق مما إذا كانت صامولة الوصلة للقبضة مشدودة جيدًا ، وما إذا كان ضغط الأكسجين كافيًا وما إذا كانت هناك أي عوائق لمرور الأسيتيلين إلى الموقد. عند التفرقع ، يجب أولاً إغلاق الأسيتيلين ، ثم صمامات الأكسجين. يمكن أيضًا ملاحظة التصفيق في الشعلات الصالحة للخدمة بعد عملية طويلة مع تسخين قوي لسان الموقد. في هذه الحالة ، يجب إطفاء الموقد وتبريده بالماء. يجب أن نتذكر أن فتحة الفوهة يتم تطويرها عندما يتم تنظيفها بشكل متكرر بإبرة (خاصة الفولاذ) ، وكذلك عند حرقها أثناء عملية اللحام. في حالة الإفراط في التطوير ، يجب استبدال لسان حال.
يشار إلى نوع الموقد بالأحرف والأرقام:
جي-حارق؛
GM- الغاز والنفط
د- مع قسم الغاز الممتد
ص- التناوب
حسب موقع التثبيت غرفة الاحتراق، يتم تصنيع الشعلات بدوران لليمين واليسار:
الدوران الصحيح
ص- الدوران الصحيح - اتجاه دوران دوار الفوهة عكس اتجاه عقارب الساعة (انظر إلى نهاية الزجاج من الفرن) ؛
إل- الدوران الأيسر - اتجاه دوران دوار الفوهة في اتجاه عقارب الساعة.
يشير الرقم إلى السعة الاسمية للغلاية التي صمم الموقد من أجلها في الأصل (Gcal / h).
|
تصنيف الشعلات حسب نوع الوقود.
مواقد الغاز الموقد الغازي- هذا جهاز لخلط الأكسجين بالوقود الغازي لتزويد الخليط بالمخرج وحرقه بتكوين شعلة ثابتة. في الموقد الغازي ، يتم خلط الوقود الغازي المزود تحت الضغط في جهاز خلط مع الهواء (أكسجين الهواء) ويتم إشعال الخليط الناتج عند مخرج جهاز الخلط مع تكوين لهب ثابت ثابت. مواقد الغازلديها مجموعة واسعة من الفوائد. تصميم الموقد الغازي بسيط للغاية. يستغرق بدء تشغيله جزءًا من الثانية ويعمل مثل هذا الموقد بشكل لا تشوبه شائبة تقريبًا. تستخدم مواقد الغاز لتسخين الغلايات أو التطبيقات الصناعية. الغاز هو النوع الأكثر ملاءمة من الوقود الأحفوري مع صفات استهلاكية عالية للغاية ، لذا فإن الأجهزة التي تعمل عليه تحظى بشعبية خاصة. تم تجهيز جميعها تقريبًا بأنظمة أتمتة ، مما يضمن أمانًا عاليًا وتشغيلًا غير عطل. يوجد اليوم نوعان رئيسيان من مواقد الغاز ، ويتم فصلهما اعتمادًا على الطريقة المستخدمة لتكوين خليط قابل للاشتعال (يتكون من الوقود والهواء). هناك أجهزة جوية (حاقن) وأجهزة مضغوطة (تهوية). في معظم الحالات ، يكون النوع الأول جزءًا من المرجل ويتم تضمينه في سعره ، بينما يتم شراء النوع الثاني غالبًا بشكل منفصل. يعتبر الموقد الغازي المضغوط كأداة احتراق أكثر كفاءة ، حيث يتم توفير الهواء لهم بواسطة مروحة خاصة (مدمجة في الموقد). |
مواقد الزيت(ديزل ، زيت ، إلخ.)

موقد الوقود السائل - جهاز مصمم لحرق الوقود السائل. في موقد الزيت ، يتم تفتيت الوقود السائل الذي يتم توفيره تحت ضغط مرتفع في شكل أبخرة وجزيئات دقيقة. في جهاز الخلط ، يتم خلط أبخرة الوقود الناتجة مع الهواء (أكسجين الهواء) ويتم إشعال خليط الوقود والهواء الناتج عند مخرج جهاز الخلط مع تكوين لهب ثابت ومستقر.
طلب ديزللتدفئة الأماكن ذات الصلة إذا لم تكن هناك إمكانية لتزويد الغاز. شعلات الديزل رائعة للغرف ذات الأحجام المختلفة. أهم ميزة لها هي القدرة على العمل في ظروف مناخية صعبة إلى حد ما ، على سبيل المثال ، في درجات حرارة الهواء المنخفضة.
تكون قوة مواقد الديزل تقريبًا على نفس مستوى مواقد الغاز.
أحد خيارات موقد الوقود السائل هو موقد نفايات الزيت. يسمح لك موقد نفايات الزيوت بالتوفير بشكل كبير في التدفئة ، على الرغم من أنه تجدر الإشارة إلى أن هذا النوع من الموقد ليس شائعًا جدًا في روسيا (وفي العديد من البلدان الأوروبية ، يُحظر تمامًا). ومع ذلك ، يتم إنتاج هذه الشعلات أيضًا في أوروبا ، على سبيل المثال نفايات زيت المحارق كرول، إنتاج - ألمانيا. تحظى مواقد زيت النفايات بشعبية في الولايات المتحدة الأمريكية ، وفي روسيا تُستخدم لتدفئة المؤسسات الصناعية (على سبيل المثال ، خدمات السيارات الصغيرة).
في بيوت البلدمن الصعب استخدام مثل هذه الشعلات (قد تنشأ صعوبات في إمدادات الوقود).
تم تصميم أحدث شعلات زيت النفايات بحيث يتم حرق الوقود فيها بيئةعمليا لا ينبعث دخان وروائح - فهي آمنة تماما. كل هذا يخلق طلبًا كبيرًا على حرق زيت النفايات.
شعلات مجمعة(غاز - ديزل ، غاز - مازوت)
الموقد المشترك - جهاز مصمم لحرق أكثر من نوع واحد من الوقود. من الناحية الهيكلية ، فإن الموقد المدمج هو جهاز يتم فيه توصيل موقد غاز ووقود سائل. وبالتالي ، فإن الموقد المدمج يجمع بين مزايا مواقد الغاز والنفط.
أهمها:
- تماسك الجهاز ("اثنان في واحد") ،
- لا يلزم عمل لتغيير الشعلات.
ومع ذلك ، هناك أيضًا عيوب:
- التكلفة العالية لتجميع الغلاية مع الموقد المدمج بسبب التصميم الأكثر تعقيدًا للموقد نفسه ؛
- انخفاض الكفاءة بسبب تشغيل الموقد بأنواع مختلفة من الوقود ؛
- متطلبات صيانة أعلى يرتبط الانتقال من نوع واحد من الوقود إلى نوع آخر دائمًا بصعوبات معينة. سلسلة شعلات من شركة ايطالية سيب يونيغاسيشمل جميع أنواع الشعلات الثلاثة المذكورة أعلاه (غاز ، وقود سائل ، مجتمعة).
تصنيف الشعلات حسب نوع العمل.
شعلات مروحة.
تحتوي مواقد المروحة (يطلق عليها أيضًا اسم الانفجار ، المضغوط) على الخصائص التالية: يتم دفع الهواء إليها بفضل المروحة المدمجة. بالفعل في الموقد نفسه ، يتم خلطه بنوع من الوقود ، وبعد ذلك يتم حقن الخليط الناتج في الفرن.يمكن أن تعمل مواقد المروحة على الغاز أو الوقود السائل (الديزل ، زيت النفايات). عند العمل على الغاز ، فإن شعلات المروحة تعتمد بشكل أقل على الضغط الذي سيتدفقه الغاز ، حتى لو انخفض الضغط بنسبة 50٪ ، فإن الغلاية ستسخن المبرد.
تعتبر مواقد المروحة أغلى بكثير من مواقد الغاز ، لكنها أقل اعتمادًا على ضغط الغاز في الشبكة: حتى لو انخفض بنسبة 50٪ ، فإن الغلاية ستستمر في تسخين المبرد ، وإن كان ذلك مع فقد الطاقة. في الوقت نفسه ، تكون شعلات المروحة صاخبة جدًا (حتى 60 ديسيبل). ليست المروحة هي التي تصدر ضوضاء ، ولكن الشعلة التي تخرج من فوهة الموقد تحت الضغط. للحماية من الضوضاء ، يقدم مصنعو الغلايات عددًا من الإجراءات ، بما في ذلك كاتم الصوت ، الذي يتم تثبيته عند تقاطع المدخنة مع المرجل.
لا تعتبر شعلات المروحة في معظم الحالات جزءًا من الغلاية ، ولكن يتم توفيرها بشكل منفصل ومثبتة ("معلقة") في الغلاية.
الشعلات المنتشرة والشعلات المتوسطة.
في مواقد الانتشار ، يتم توصيل الهواء اللازم لاحتراق الوقود من المساحة المحيطة مباشرةً إلى واجهة الاحتراق بسبب الانتشار.
تعريف مواقد الغازتتميز بدرجة حرارة أكثر اتساقًا على طول الشعلة. ومع ذلك ، تتطلب مواقد الغاز هذه زيادة نسبة الهواء الزائدة (مقارنة بموقد الحقن) ، وتخلق ضغوطًا حرارية أقل في حجم الفرن وظروف أسوأ للاحتراق اللاحق للغاز في الجزء الخلفي من الشعلة ، مما قد يؤدي إلى احتراق غير كامل للغاز.
تُستخدم محارق غاز الانتشار في الأفران الصناعية والمراجل ، حيث يلزم وجود درجة حرارة موحدة على طول اللهب. في بعض العمليات ، لا غنى عن مواقد غاز الانتشار. على سبيل المثال ، في صناعة الزجاج والموقد والأفران الأخرى ، عندما يتم تسخين هواء الاحتراق إلى درجات حرارة تتجاوز درجة حرارة اشتعال الغاز القابل للاحتراق بالهواء. كما يتم استخدام محارق غاز الانتشار بنجاح في بعض غلايات الماء الساخن.
في غرف الاحتراق القوية ، يتم حرق الغاز بنجاح كبير باستخدام مواقد انتشار ذات مقاومة منخفضة للغاز والهواء. لا تتطلب هذه الأخيرة خلطًا مسبقًا للغاز والهواء وتسمح بدخول معدلات عالية من الغاز والهواء إلى الفرن. عند استخدام مثل هذه الشعلات ، يتم التخلص من الأنفاق المقاومة للصهر ذات المقطع العرضي الكلي الكبير ، والتي تتطلب إصلاحات عالية الجودة ومتكررة نسبيًا باستخدام غاز عالي السعرات الحرارية. أخيرًا ، تم تصميم مواقد الانتشار بسهولة كموقد مختلط بالزيت والغاز ، مما يسمح بذلك الاحتراق الفعالوأنواع الوقود الغازية والسائلة (والمواد الصلبة المطحونة إذا لزم الأمر).
لذلك ، في وحدات الغلايات القوية التي تحرق إما الغاز الطبيعي أو غاز الأفران العالية وغبار الفحم ، أو الانتشار أو نوع مختلط. في مواقد الانتشار ، يتم توفير الغاز والهواء للفرن بشكل منفصل ، ويحدث خليط الغاز والهواء في غرفة الاحتراق نفسها. في هذه الحالة ، قبل الاختلاط بالغاز ، عادة ما يكون للهواء وقت للتسخين إلى درجة حرارة كافية للاحتراق الشديد ، لذلك تحدث عملية الاحتراق بسرعة كبيرة وجبهة الاحتراق ، أي منطقة الاحتراق المنتشرة التي تفصل مناطق الخليط من الوقود مع عامل مؤكسد (هواء) ومزيج نواتج الاحتراق مع الهواء الزائد عبارة عن طبقة رقيقة جدًا. في المحارق المتوسطة ، يتم الخلط جزئيًا في الموقد نفسه ، ومنه يدخل تيار هوائي إلى الفرن ، مخترقًا بواسطة نفاثات منفصلة من خليط غني بالغاز.
تعمل مواقد الانتشار عادة على غاز الضغط المنخفض والمتوسط.
في الغلايات ، ما يسمى ب. مواقد غاز الموقدوهي نوع من مواقد الغاز المنتشرة والتي توجد داخل الفرن في جزئه السفلي. يتكون موقد غاز الموقد من واحد أو أكثر من أنابيب توزيع الغاز ، حيث يتم حفر الثقوب. يتم تثبيت الأنبوب مع الثقوب على الشبكة أو موقد الفرن في قناة مشقوقة مبطنة بالطوب المقاوم للحرارة. الكمية المطلوبة من الهواء تدخل من خلال القناة المشقوقة المقاومة للحرارة. باستخدام مثل هذا الجهاز ، يبدأ احتراق تدفقات الغاز الخارجة من الفتحات الموجودة في الأنبوب في القناة الحرارية وينتهي في حجم الفرن. تخلق مواقد الموقد مقاومة قليلة لمرور الغاز ، لذا يمكنها العمل دون انفجار قسري.
يتم استخدام نافذة عرض لمراقبة عملية الاحتراق وإشعال موقد الغاز. يمكن أن تعمل مواقد الموقد بضغط غاز منخفض ومتوسط وتستخدم في الغلايات المقطعية والمراجل TVG و KV-G و DKVR.
حارقات الزيت.
إن استخدام زيت الوقود ، أي الجزء الثقيل المتبقي بعد معالجة النفط ، ليس نادرًا بأي حال من الأحوال في الصناعة. بشكل أساسي ، يتم استخدام مواقد الزيت ، سواء المستقلة أو الصناعية ، لتحويل زيت الوقود إلى طاقة حرارية، ويتم ذلك عن طريق الحرق. بالنسبة للجزء الأكبر ، تستخدم مواقد الزيت نظام الانحلال الميكانيكي باستخدام البخار أو الهواء المضغوط. تم تجهيز بعض تعديلات مواقد الزيت بفوهات الضغط المنخفض ، وهذا يهدف إلى تقليل استهلاك الوقود بشكل فعال. بالإضافة إلى ذلك ، فإن هذا النوع من مواقد الزيت يبلى ببطء أكثر من نظرائه ، وهذا بدوره يقلل من تكلفة العملية وتكاليف الصيانة.
تم تجهيز مواقد الزيت ، التي تم إنتاجها في عصرنا ، بمعدات مثل اللوحات الكهربائية ونظام التحكم ومجموعة إمداد وقود مضخة المحرك. سوف يقوم موقد الزيت المجهز بهذه الطريقة بتنظيف الفوهة تلقائيًا في أقرب وقت ممكن التحدث عن نهاية العمل ، مما يؤدي أيضًا إلى تقليل الحاجة إلى اعمال صيانةمعدات.
في مواقد الزيت ، يتم استخدام نظام تسخين الوقود. يتم ذلك بحيث يتم الحفاظ على زيت الوقود باستمرار في حالة لزجة. يتم رش الوقود باستخدام الهواء المضغوط أو البخار بضغط 8 بار. هناك أيضًا مثل هذه التعديلات التي يتم فيها إشعال موقد الغاز بواسطة موقد غاز الاشتعال.
تعتبر مواقد الزيت بحق اقتصادية وعملية. في ضوء هذه الخصائص ، تُستخدم مواقد الزيت في كل مكان وعلى نطاق واسع ، سواء كمصدر رئيسي للطاقة الحرارية أو كخيار تأمين إذا حدث انقطاع مفاجئ في توريد الوقود الآخر. لقد وجد موقد الزيت الصناعي تطبيقه في الأغراض الصناعية وفي محطات التدفئة الحضرية ، مما يوفر تدفئة مركزية للمباني السكنية. في الختام ، يمكننا القول أنه يتم تقديم مجموعة واسعة من مواقد الزيت حسب اختيار المستهلك. عند شراء مثل هذه المعدات ، يمكنك الاختيار من خلال الطاقة والتعديل والمعلمات الأخرى - يسمح السوق بذلك. وبالطبع تتميز مواقد الزيت بموثوقيتها وجودتها العالية.
مواقد الغاز والنفط والغبار والغاز.
للتبديل السريع من نوع وقود إلى آخر (خاصة خلال أشهر الشتاء) ، وكذلك من أجل الحرق المشترك أنواع مختلفةيتم استخدام مواقد الوقود المشتركة: غاز - زيت - غاز - غاز. تُستخدم الشعلات المجمعة أيضًا عندما يكون مطلوبًا إنشاء لهب مضيء أو عندما يكون من المستحيل توفير درجة الحرارة المطلوبة في الفرن على الغاز.
موقد الغاز والنفطيتكون من الغاز والهواء. والأجزاء السائلة التي توفر على التوالي كمية الغاز والهواء وزيت الوقود اللازمة للاحتراق.
في موقد الغبار والغازللحرق غاز طبيعيفي غلايات كهربائية كبيرة. المحطات ، يدخل الغاز من خلال الفتحات الطرفية ويذهب إلى المركز ، ويمتزج مع تدفق الهواء الملتف على طول الطريق. الموقد مزود بتلسكوبي جهاز به محرك لولبي يسمح لك بإزالة الأنبوب من الداخل ، والذي يتم من خلاله إدخال خليط من الغبار والهواء إلى الفرن عند تشغيل الغلايات التي تعمل بالغاز. تلسكوبي يمنع الجهاز الغبار من دخول الفجوات بين الأجزاء المتحركة والثابتة من الأنبوب.
مثال على مواقد الغاز والنفط:
مواقد الزيت والغاز PGMG-10 ؛ ثلاثين ؛ 40 ،
RGMG الموقد من الغاز والنفط
محارق الحقن
في مواقد الحقن ، يتم امتصاص (حقن) هواء الاحتراق بسبب طاقة الغاز النفاث ويحدث خلطهما المتبادل داخل جسم الموقد. في بعض الأحيان في مواقد غاز الحقن ، يتم شفط الكمية المطلوبة من الغاز القابل للاحتراق ، والذي يكون ضغطه قريبًا من الضغط الجوي ، بواسطة طاقة تيار الهواء. في مواقد الخلط الكامل (يتم خلط كل الهواء اللازم للاحتراق مع الغاز) التي تعمل على غاز الضغط المتوسط ، يتشكل لهب قصير ، ويكتمل الاحتراق بأدنى حجم للفرن. يدخل جزء فقط (40-60٪) من الهواء المطلوب للاحتراق (ما يسمى بالهواء الأولي) إلى مواقد غاز الحقن للخلط الجزئي ، والتي تختلط بالغاز. يدخل باقي الهواء (ما يسمى بالهواء الثانوي) اللهب من الغلاف الجوي بسبب عمل الحقن لنفاثات الهواء والغاز والخلخلة في الأفران. على عكس المواقد الغازية التي تعمل بالحقن بالضغط المتوسط ، فإن المحارق ذات الضغط المنخفض تشكل خليطًا متجانسًا من الغاز والهواء مع محتوى غاز أكبر من الحد الأعلى للاشتعال ؛ هذه المواقد الغازية مستقرة في التشغيل ولها نطاق حمل حراري واسع.
تتميز شعلات الحقن: بالضغط - الضغط المنخفض والمتوسط ؛ حسب نوع الشعلة - متعدد التوهج (مع مشعب التوزيع) ووهج واحد ؛ حسب عدد الفتحات - فوهة واحدة وفوهة متعددة ؛ حسب موقع الفتحات - بترتيب مركزي وطرفي. يتم تحديد النسب الحجمية للغاز والهواء الذي يتم امتصاصه بواسطة موقد الحقن بواسطة نسبة الحقن ونسبة الهواء الزائد. كلما زادت القيمة الحرارية للغاز ، زادت الحاجة إلى الهواء لاحتراقه ، وكلما زاد معامل الحقن بنفس معامل الهواء الزائد ، أي أنه يجب امتصاص الهواء بمقدار 1 متر مكعب من الغاز.
في نطاق ضغط الغاز من 2000 إلى 9000 كجم / م 2 ، لا تتغير سعة الحقن للموقد تقريبًا مع تغير ضغط الغاز أمام الموقد والخلخلة في الفرن. عند ضغوط أقل من 2000 وخاصة أقل من 1000 كجم / م 2 ، يزداد معامل الهواء الزائد مع انخفاض الضغط وزيادة الندرة في الفرن. لضمان عملية الاحتراق العادية ، فإن ثبات تكوين وقود الغاز له أهمية كبيرة. يؤدي التغيير في الكثافة إلى تغيير في سعة الحقن للموقد ، ويتطلب التغيير في القيمة الحرارية تغييرًا مناظرًا في كمية الهواء التي يتم توفيرها للاحتراق. مع التقلبات الصغيرة في الخصائص المحددة لوقود الغاز (رقم Wobbe) ، يمكن الحفاظ على معامل الهواء الزائد المطلوب عن طريق تغيير الضغط أمام الموقد ودرجة فتح صمام التحكم في الهواء.
مزايا مواقد الحقن: استخدام طاقة الغاز لشفط الهواء ؛ الخلط الجيد للغاز والهواء المحقون والحفاظ ، ضمن نطاقات معينة ، على النسبة المحسوبة لكمياتهما عندما يتغير ناتج حرارة الموقد. تتمثل العيوب الرئيسية للشعلات ذات فوهة الغاز المفردة في الطول الكبير ، خاصة عند الطاقة الحرارية العالية: الحاجة إلى تطابق صارم بين محور الفوهة مع محور الموقد ؛ مستوى الضجيج المرتفع والمحارق ذات الضغط المنخفض - طول كبير للشعلة واعتماد الهواء الثانوي على الندرة في الفرن.
مثال على مواقد الحقن: حقن مواقد الغاز Kazantsev
توضع الشعلات عادة في صفين أو أكثر على جانب أو جانبين متقابلين من صندوق الاحتراق. يتم اختيار عدد الشعلات بشكل كبير حتى تتمكن من تنظيم الحمل عن طريق إيقاف تشغيل بعض الشعلات ، نظرًا لأن الفوهات ذات قسم المخرج غير المنظم المستخدم عادةً في الغلايات الثابتة لا تعمل بشكل جيد عند الأحمال المنخفضة. سرعات الهواء في القسم الضيق من البطانات ، التي تحتوي على شعلات ، حوالي 20-35 م / ث. يجب ألا يقل الحد الأدنى لعمق الفرن بالنسبة للشعلات الأمامية عن 3 أمتار للشعلات الصغيرة و 4 أمتار للشعلات الكبيرة.
تصنيف الشعلات حسب نوع اللائحة.
الشعلات أحادية المرحلةإنهم يعملون فقط في نطاق طاقة واحد ، ويعملون في وضع ثقيل للغلاية. أثناء تشغيل الشعلات أحادية الطور ، يحدث التبديل المتكرر وإيقاف تشغيل الموقد ، والذي يتم تنظيمه بواسطة أتمتة وحدة الغلاية.
شعلتين مرحلتينمستويين من الطاقة. توفر المرحلة الأولى ، كقاعدة عامة ، 40 ٪ من الطاقة ، والثانية - 100 ٪. يحدث الانتقال من المرحلة الأولى إلى الثانية اعتمادًا على المعلمة المتحكم فيها للغلاية (درجة حرارة الناقل الحراري أو ضغط البخار) ، وتعتمد أوضاع التشغيل / الإيقاف على أتمتة الغلاية.
الشعلات المنزلقة ذات المرحلتينتسمح بالانتقال السلس من المرحلة الأولى إلى الثانية. يحتل هذا النوع من الموقد موقعًا وسيطًا بين الشعلات ذات المرحلتين والمعدلة.
كمثال على الأنواع الثلاثة للشعلات الموصوفة أعلاه ، سلسلة الشعلات ماكس غازشركات Ecoflam (Ekoflam).
تعديل الشعلاتتسخين الغلاية بشكل مستمر ، زيادة أو نقصان الطاقة حسب الضرورة. نطاق تغيير طريقة الاحتراق - من 10 إلى 100٪ من الطاقة المقدرة.
تنقسم الشعلات المعدلة إلى ثلاثة أنواع وفقًا لمبدأ تشغيل أجهزة التعديل:
- الشعلات بنظام تعديل ميكانيكي ؛
- الشعلات بنظام تعديل هوائي ؛
- مواقد ذات تعديل الكتروني.
على عكس الشعلات ذات التعديل الميكانيكي والهوائي ، توفر الشعلات ذات التعديل الإلكتروني أعلى دقة تحكم ممكنة ، حيث يتم التخلص من الأخطاء الميكانيكية في تشغيل أجهزة الموقد.
تحتوي الشعلات المعدلة على عدد من المزايا مقارنة بالشعلات المتدرجة. تتيح آلية التحكم في الطاقة السلسة تقليل دوران الغلايات وإيقاف تشغيلها إلى الحد الأدنى ، مما يقلل بشكل كبير من الضغوط الميكانيكية على الجدران وفي عقد الغلاية ، مما يعني إطالة "عمرها الافتراضي". يكون الاقتصاد في استهلاك الوقود في هذه الحالة 5٪ على الأقل ، وباستخدام الضبط المناسب ، يمكنك تحقيق 15٪ أو أكثر. وأخيرًا ، لا يتطلب تركيب الشعلات المعدلة استبدال الغلايات باهظة الثمن ، إذا كانت تعمل بشكل صحيح ، مع زيادة كفاءة المرجل.
مثال على الشعلات مع تعديل الطاقة - ماكس جاز بلوبواسطة Ecoflam.
من ناحية أخرى ، تعد الشعلات المعدلة أكثر تكلفة من النماذج المتدرجة.
حرق الوقود بلهب أزرق
تبلغ احتياطيات زيت الوقود مئات الملايين من الأطنان ، لذلك من المهم جدًا تحقيق الاستخدام الفعال والآمن لهذا الوقود. مع مراعاة المتطلبات البيئية الحديثة ، يعمل عدد من الشركات السويسرية على الإنشاء منشآت التدفئةمع حرق الزيت ، يعطي لهبًا أزرق ، كما هو الحال في وقود الغاز. في مواقد الزيت التقليدية التي تنتج لهبًا أصفر ، تحدث عمليات خلط الزيت بالهواء والتبخر والاحتراق في وقت واحد.
في مواقد النظام الجديد ، يتبخر الزيت أولاً ويمتزج بالهواء ، وعندها فقط يتم إشعال خليط الغاز الناتج. يؤدي هذا إلى تقليل السخام وأول أكسيد الكربون. بالإضافة إلى ذلك ، يوفر تصميم هذه الموقد إمكانية استعادة غازات العادم ، ونتيجة لذلك تنخفض درجة حرارة اللهب ويقل إطلاق أكاسيد النيتروجين. من أجل خلط أفضل للهواء وغازات العادم بزيت الوقود ، يتم استخدام الشعلات ذات الرؤوس الدوارة.
صناعة + تقنية رقم 22 ، 1989.