الموقد الغازي حقن الضغط المنخفض
1
- فوهة، 2
- مربك ، 3
- رقبة، 4
- ناشر ،
5
- فوهة حريق ، 6
- منظم الهواء الأساسي ،
مبدأ التشغيل
تخرج نفاثة الغاز الموجودة في الموقد تحت الضغط من الفوهة 1 بسرعة عالية ، وبسبب طاقتها ، تلتقط الهواء في الحارق 2 ، وتدخله داخل الموقد. يحدث خلط الغاز مع الهواء في خلاط يتكون من مرخّض 2 ورقبة 3 وناشر 4.
يزداد الفراغ الناتج عن الحاقن مع زيادة ضغط الغاز في الموقد. يؤدي هذا إلى تغيير كمية الهواء الأولي الممتص (من 30 إلى 70٪) ، وهو أمر ضروري للاحتراق الكامل للغاز.
ميزات العملية
يمكن تغيير كمية الهواء التي تدخل إلى موقد الغاز باستخدام منظم الهواء الأساسي 6 ، وهو عبارة عن غسالة تدور على خيط. عندما يتم تدوير المنظم ، تتغير المسافة بين الغسالة والمربك ، وبالتالي يتم تنظيم إمداد الهواء.
لضمان الاحتراق الكامل للوقود في موقد غاز ، يدخل جزء من الهواء بسبب الخلخلة في الفرن. يتم تنظيم تدفق الهواء الثانوي عن طريق تغيير الخلخلة في الفرن.
تتميز مواقد غاز الحقن بخاصية التنظيم الذاتي ، أي إمكانية التأكد من ثبات النسبة بين كمية الغاز الداخلة إلى الموقد وكمية الهواء الأولي التي تمتصها. في نفس الوقت ، إذا تم ضبط إمداد الهواء للموقد بمساعدة الغسالة وفقًا للون اللهب أو مؤشر محلل الغاز للاحتراق الكامل للغاز ويعمل موقد الغاز بهدوء بدون ضوضاء ، يمكن إجراء تغيير إضافي في حملها عن طريق زيادة أو تقليل تدفق الغاز فقط دون تغيير موضع غسالة الهواء.
عند تغيير طريقة تشغيل الموقد الغازي ، من الضروري مراقبة ثبات اللهب ، لأن طبيعة احتراق الغاز لا تتأثر فقط بكمية الهواء الأولي التي يتم توفيرها له ، ولكن أيضًا بكمية الهواء الثانوي. دخول الفرن.
إن موقد الحقن متوسط الضغط IGK ، المصمم من قبل Kazantsev ، ينتمي إلى الشعلات ذات الخلط المسبق الكامل.
موقد حقن متوسط الضغط IGK صممه Kazantsev
1
- مثبت اللهب اللوحي 2
- خلاط
3
- منظم إمداد الهواء 4
- صمام الغاز 5
- مختلس النظر
يقوم الغاز الذي يدخل شعلة الغاز من خلال فوهة الغاز 4 بحقن الهواء بالكمية المطلوبة للاحتراق. في الخلاط 2 ، الذي يتكون من مُربِك وعنق وناشر ، يتم خلط الغاز تمامًا بالهواء.
في نهاية الموزع الموجود في الموقد الغازي ، يتم تثبيت مثبت اللوحة 1 ، والذي يضمن التشغيل المستقر للشعلات دون فصل وميض اللهب في نطاق واسع من الأحمال.
يتكون مثبت اللهب من ألواح فولاذية رفيعة متباعدة بحوالي 1.5 مم. يتم سحب لوحات التثبيت معًا بواسطة قضبان فولاذية ، والتي ، على مسار خليط الغاز والهواء ، تخلق منطقة من التيارات العكسية لمنتجات الاحتراق الساخن ، بسبب الحرارة التي يشتعل فيها خليط الهواء والغاز باستمرار. يتم الاحتفاظ بجبهة اللهب على مسافة معينة من فم الموقد.
يتم تنظيم إمداد الهواء باستخدام منظم 3. يتم لصق مادة ممتصة للضوضاء على سطحها الداخلي. يحتوي المنظم على نافذة عرض - مختلس النظر 5 لمراقبة سلامة المثبت.
نظرًا للخلط الجيد بين الغاز والهواء ، فإن مواقد الحقن توفر لهبًا منخفض الإضاءة مع احتراق كامل للغاز بنسب منخفضة من الهواء الزائد.
مزايا محارق الحقن:
- بساطة التصميم
- التشغيل المستقر للموقد عند تغيير الأحمال ؛
- الموثوقية وسهولة الصيانة ؛
- عدم وجود مروحة ، محرك كهربائي لقيادتها ، مجاري الهواء إلى الشعلات ؛
- إمكانية التنظيم الذاتي ، أي الحفاظ على نسبة ثابتة بين الغاز والهواء.
- أبعاد كبيرة من الشعلات في الطول ، خاصة الشعلات ذات الإنتاجية المتزايدة (على سبيل المثال ، يبلغ طول الموقد IGK-250-00 بسعة اسمية 135 متر مكعب / ساعة 1914 ملم) ؛
- مستوى الضوضاء المرتفع لمحارق الحقن ذات الضغط المتوسط أثناء تدفق الغاز النفاث وحقن الهواء ؛
- اعتماد إمداد الهواء الثانوي على الخلخلة في الفرن (لمواقد الحقن ذات الضغط المنخفض) ، والظروف السيئة لتكوين الخليط في الفرن ، مما يؤدي إلى الحاجة إلى زيادة إجمالي معامل الهواء الزائد = 1.3 ... 1.5 وحتى أعلى إلى ضمان الاحتراق الكامل للوقود.
IGK الموقد حقن الغاز
1
- الإطار، 2
- مثبت ، 3
- فوهة، 4
- كاتم الصوت
جدول الحجم
| تعيين | الأبعاد ، مم | الوزن ، كجم | |||||
| إل | ح | ج | د | أ | ب | ||
| IGK1-15 | 650 | 110 | ز 1/2 | 4,3 | د 57 | 90 | 3,3 |
| IGK1-25 | 910 | ز 3/4 | 6 | د 76 | 119 | 7 | |
| IGK1-35 | 980 | 130 | ز 3/4 | 6,6 | د 89 | 134 | 9 |
| IGK4-50 | 1198 | 200 | ش 1 | 4,4 | د 85 | 160 | 15,2 |
| IGK4-100 | 1465 | 280 | ع 1 1/4 | 6,2 | د 118 | 204 | 29,2 |
| IGK4-150 | 1926 | 330 | G2 | 7,5 | د 144 | 264 | 35,1 |
تحديد
| اسم المؤشرات | IGK 1-15 | IGK 1-25 | IGK 1-35 | IGK 4-50 | IGK 4-100 |
| مصنفة الطاقة الحرارية، كيلوواط | 220 | 425 | 500 | 820 | 1570 |
| ضغط الغاز الاسمي ، كيلو باسكال | 70 | 70 | 70 | 70 | 70 |
| نسبة الهواء الزائد في الوضع المقنن | 1,02 | 1,08 | 1,03 | 1,05 | 1,04 |
| الأبعاد الكلية ، مم: | |||||
| - الطول | 650 | 810 | 980 | 1180 | 1480 |
| - ارتفاع | 180 | 220 | 290 | 360 | 505 |
| - العرض (القطر) | 140 | 200 | 200 | 320 | 450 |
| الوزن ، كجم | 6 | 7 | 9 | 16 | 25 |
موقد الحقن هو موقد يتم فيه إمداد حجرة الخلط بالغاز القابل للاحتراق عن طريق امتصاصه بنفث من الأكسجين يتدفق بسرعة عالية من فتحة الفوهة. هذه العملية لامتصاص الغاز عند ضغط منخفض بواسطة نفاثة أكسجين يتم تزويدها بضغط أعلى تسمى الحقن ، وتسمى الشعلات من هذا النوع حقنة.
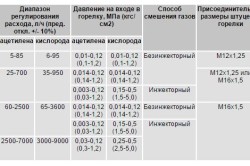
بالنسبة التشغيل العادي لمواقد الحقنمن الضروري أن يكون ضغط الأكسجين 0.15-0.5 ميجا باسكال ، وضغط الأسيتيلين أقل بكثير - 0.001-0.12 ميجا باسكال. مخطط موقد الحقنهو مبين في الشكل 1 ، أ. يدخل الأكسجين من الأسطوانة تحت ضغط العمل عبر الحلمة والأنبوب والصمام 5 إلى فوهة الحاقن 4. يخرج الأكسجين من فوهة الحاقن بسرعة عالية ، ويخلق فراغًا في قناة الأسيتيلين ، ونتيجة لذلك ، يمر عبر الحلمة 6 ، الأنبوب والصمام 7 ، يتم امتصاصه في حجرة الخلط 3. في هذه الغرفة ، الأكسجين ، المختلط مع الغاز القابل للاحتراق ، يشكل خليطًا قابلًا للاحتراق. الخليط القابل للاشتعال ، الذي يترك من خلال 1 ، يتم إشعاله وحرقه لهب اللحام. يتم تنظيم إمداد الغاز إلى الموقد بواسطة صمام أكسجين 5 وصمام أسيتيلين 7 الموجود على جسم الموقد. يتم توصيل الأطراف القابلة للاستبدال 2 بجسم الموقد باستخدام صمولة اتحاد.
الشكل 1 - مخطط موقد الحقن (أ) وجهاز الحقن (ب)
يتكون جهاز الحقنمن حاقن 1 وغرفة خلط 2. للحقن العادي أهمية عظيمةلديك الاختيار الصحيح بين الطرف المخروطي للحاقن 1 ومخروط حجرة الخلط 2 وأحجام قنوات الأسيتيلين 3 والأكسجين 4. يؤدي تعطيل تشغيل الجهاز إلى حدوث ضربات لهب عكسي ، وانخفاض في إمداد الأسيتيلين في الخليط القابل للاحتراق ، وغيرها ، ويتم توفير الأكسجين عند نفس الضغط تقريبًا من 0.05-0.1 ميجا باسكال. هم مفقودون ، ويتم استبدالهم بفوهة خلط بسيطة مثبتة في أنبوب طرف الموقد. يظهر الرسم التخطيطي لموقد بدون حاقن في الشكل. من خلال الغلاف المطاطي من خلال الحلمة 4 ، يتم ضبط 3 وقنوات جرعات خاصة تدخل خلاط الموقد. وبالمثل ، يدخل الأسيتيلين الخلاط من خلال الحلمة 5 والصمام 6. من حجرة الخلط ، فإن الخليط القابل للاحتراق ، الذي يمر عبر أنبوب الطرف 2 ، يخرج من قطعة الفم 1 ، ويشكل حرقًا لهب لحام.
لتشكيل لهب لحام عادي ، يجب أن يتدفق الخليط القابل للاحتراق من قناة الشعلة الفموية بسرعة معينة. يجب أن تكون هذه السرعة مساوية لسرعة الاحتراق. إذا كان معدل التدفق أكبر من معدل الاحتراق ، فإن اللهب ينفصل عن الفوهة ويخرج. عندما يكون معدل التدفق الخارج لخليط الغاز أقل من معدل الاحتراق ، يشتعل الخليط القابل للاحتراق داخل الحافة. وبالتالي ، فإن الشعلات التي لا تحتوي على حاقن تكون أقل تنوعًا ، لأنها تعمل فقط على وقود متوسط الضغط. للتشغيل العادي ، تم تجهيز الشعلات بدون حقن أيضًا بمنظم ضغط متساوٍ ، والذي يضمن تلقائيًا تساوي ضغوط العمل للأكسجين والأسيتيلين.
شعلة اللحام هي الأداة الرئيسية لآلة اللحام بالغاز في اللحام والسطوح. شعلة اللحام هي جهاز يستخدم لخلط غاز قابل للاشتعال وعين أو بخار سائل قابل للاشتعال بالأكسجين والحصول على لهب لحام. يحتوي كل شعلة على جهاز يسمح لك بضبط قوة وتكوين وشكل لهب اللحام. يتم تقسيم مشاعل اللحام وفقًا لـ GOST 1077-79 على النحو التالي:
وفقًا لطريقة تزويد غرفة الخلط بالغاز القابل للاشتعال والأكسجين - حاقن وغير حاقن ؛
وفقًا لنوع الغاز القابل للاحتراق المستخدم - الأسيتيلين ، للغازات - بدائل الوقود السائل والهيدروجين ؛
عن طريق الغرض - عالمي (لحام ، قطع ، لحام ، تسطيح) ومتخصص (إجراء عملية واحدة) ؛
حسب عدد اللهب - لهب واحد ومتعدد اللهب ؛
من حيث قوة اللهب - شعلات الطاقة الصغيرة (استهلاك الأسيتيلين 5-60 لتر / ساعة) ، طاقة منخفضة (25-700 لتر / ساعة) ، طاقة متوسطة (50-2500 لتر / ساعة) ، طاقة عالية (2500-7000 لتر / ساعة ) ؛
حسب طريقة التطبيق - يدوي وآلة.
يجب أن تكون مشاعل اللحام بسيطة وسهلة الاستخدام ، وتضمن السلامة في التشغيل والحرق المستقر لهب اللحام.
موقد الحقن هو موقد يتم فيه إمداد حجرة الخلط بالغاز القابل للاحتراق عن طريق امتصاصه بنفث من الأكسجين يتدفق بسرعة عالية من فتحة الفوهة. هذه العملية لامتصاص الغاز عند ضغط منخفض بواسطة نفاثة أكسجين يتم توفيرها عند ضغط أعلى تسمى الحقن ، ويسمى هذا النوع من الموقد بالحقن.
للتشغيل العادي لمواقد الحقن ، من الضروري أن يكون ضغط الأكسجين 0.15-0.5 ميجا باسكال ، وضغط الأسيتيلين أقل بكثير - 0.001-0.12 ميجا باسكال. يظهر مخطط موقد الحقن في الشكل 1 أ. يدخل الأكسجين من الأسطوانة تحت ضغط العمل من خلال الحلمة والأنبوب والصمام 5 إلى فوهة الحاقن 4. يخرج الأكسجين من فوهة الحاقن بسرعة عالية ، ويخلق فراغًا في قناة الأسيتيلين ، ونتيجة لذلك يمر الأسيتيلين عبر الحلمة والأنبوب والصمام 7 ، يتم امتصاصها في حجرة الخلط 3. في هذه الغرفة ، يشكل الأكسجين ، عند خلطه مع الغاز القابل للاحتراق ، خليطًا قابلًا للاحتراق. يُشعل الخليط القابل للاحتراق ، الذي يخرج من خلال المعبرة 1 ، ويشكل لهب اللحام بالحرق. يتم تنظيم إمداد الغاز إلى الموقد بواسطة صمام الأكسجين 5 والأسيتيلين 7 ، الموجودين على جسم الموقد. يتم توصيل الأطراف القابلة للاستبدال 2 بجسم الموقد باستخدام صمولة اتحاد.
يتكون جهاز الحاقن الشكل 1 ب من حاقن 1 وحجرة خلط 2. بالنسبة للتدفق السفلي الطبيعي ، يكون الاختيار الصحيح للفجوة بين الطرف المخروطي للحاقن 1 ومخروط حجرة الخلط 2 وأبعاد الأسيتيلين 3 والأكسجين 4 قنوات ذات أهمية كبيرة. يؤدي تعطيل تشغيل الجهاز إلى حدوث ضربات لهب عكسي ، وانخفاض في إمداد الأسيتيلين في الخليط القابل للاحتراق ، إلخ.
يتم ضمان الاحتراق المستقر للهب عند سرعة انتهاء صلاحية الخليط القابل للاشتعال من 50 إلى 170 م / ث.
يقلل تسخين طرف الشعلة من حقن الأكسجين ويقلل من الفراغ في حجرة الحاقن ، مما يقلل من تدفق الأسيتيلين إلى الشعلة. نظرًا لأن تدفق الأسيتيلين إلى الموقد يظل ثابتًا ، فإن محتوى الأسيتيلين في خليط الغاز يتناقص أيضًا ، وبالتالي يزداد التأثير المؤكسد لهب اللحام. لاستعادة التكوين الطبيعي لهب اللحام ، يجب على عامل اللحام ، أثناء تسخين طرف الشعلة ، زيادة تدفق الأسيتيلين إلى الشعلة عن طريق فتح صمام الأسيتيلين في الشعلة.
عندما يتم انسداد لسان الموقد ، يزداد ضغط الخليط القابل للاحتراق في حجرة الخلط ، ويتم إثراء الخليط القابل للاحتراق بالأكسجين ، مما يؤدي إلى زيادة التأثير المؤكسد لهب اللحام.
يمكن تحديد قطر قناة الحاقن من خلال الحساب التالي:
= ، - قطر قناة الحاقن ، مم ؛ - استهلاك الأكسجين ، / ساعة ؛P هو ضغط الأكسجين ، MPa.
عيب موقد الحقن هو تنوع تركيبة الخليط القابل للاحتراق ، وميزته أنه يعمل على غاز قابل للاشتعال بضغط متوسط ومنخفض.
لحام الشعلة أحادية اللهب العالمية GS-3 (الشكل 2) تنتمي إلى نوع الحقن. إنه مصمم للحام الأسيتيلين - الأكسجين اليدوي ، اللحام ، التسطيح ، التسخين وأنواع أخرى من معالجة المعادن باللهب. يمكن للشعلة لحام المعدن بسمك 0.5 إلى 30 مم. يحتوي على سبع رؤوس قابلة للتبديل من رقم 1 إلى 7 ، متصلة ببرميل الموقد بصامولة نقابية. يعمل الموقد مثل جميع مواقد الحقن الموضحة أعلاه ؛ الخصائص التقنية معطاة في الجدول. واحد
يتم توصيل خرطوم أكسجين (صنف III) بالموقد بحلمة وصمولة إلى وصلة بخيط أيمن ، وخرطوم أسيتيلين (صنف 1) بقطر داخلي 9 مم بوصلة ذات فتحة أيسر- خيط اليد. التركيب بخيط الأسيتيلين له علامات مقابلة.
قبل توصيل خرطوم الأسيتيلين ، من الضروري التحقق من وجود فراغ (شفط) في قناة الأسيتيلين بالموقد. يتم ضبط اللهب العادي عندما لا يتم فتح صمام الموقد بالكامل ، وله قلب ذو شكل منتظم محدد براق. في حالة وجود شكل غير منتظم للنواة ، من الضروري التنظيف والنفخ عبر قناة مخرج قطعة الفم.
مع تسخين قطعة الفم للموقد ، من الضروري بشكل دوري ضبط اللهب دون توقف العمل. يمكنك أيضًا إزالته بورق صنفرة ناعم أو ملف صغير.
حاليًا ، من أجل لحام المعدن ذي السماكة الصغيرة ، يتم استخدام شعلة أحادية اللهب GS-2 منخفضة الطاقة ، والتي تنتمي إلى نوع الحقن. تصميم الموقد GS-2 مشابه للموقد GS-3 ؛ تختلف هذه الشعلات فقط في الأبعاد الكلية وأبعاد تركيبات التوصيل. يتم إنتاج المواقد GS-2 كاملة بأربعة رؤوس رقم 0 ، 1 ، 2 ، 3. وهي مجهزة بإبرة الأسيتيلين وصمامات الأكسجين ، والتي توفر ضبطًا دقيقًا للغازات. لتوصيل الشعلات ، استخدم جلبات بقطر داخلي يبلغ 6.3 ملم. المواصفات الفنيةالموقد GS-2 معطى في رقم 2.
يختلف الموقد GS-4 عن شعلات الحقن الأخرى في أن وحدة الحقن وحجرة الخلط تقعان بجوار الفوهة مباشرةً. يتكون رأس الموقد من أنبوبين مرتبين بشكل متركز يتم إدخال أحدهما في الآخر. يتم توفير الغاز القابل للاشتعال من خلال الأنبوب الداخلي ، ويتم توفير الأكسجين بين الأنابيب الخارجية والداخلية ، مما يلغي تسخين الغاز القابل للاحتراق بواسطة حرارة لهب الموقد ويقلل من إمكانية الضربات الخلفية والملوثات العضوية الثابتة.
الموقد GS-4 أكثر ثباتًا مقارنة بشعلات الحقن الأخرى. عيب الموقد هو قصر طوله وخطوطه العريضة لجوهر اللهب. تم تجهيز الشعلات بنصيحتين قابلتين للاستبدال رقم 8 ورقم 9. وترد الخصائص التقنية للموقد GS-4 في الجدول 3. إنه مصمم للحام بسماكات كبيرة ومنتجات ضخمة.
تم تصميم المشاعل G2 - 02 ذات الطاقة المنخفضة و G3 - 02 من الطاقة المتوسطة للحام اليدوي ولحام المعادن الحديدية وغير الحديدية. تتكون كل شعلة (شكل 3) من جسم 12 ، وصمامات الأسيتيلين والأكسجين 13 ، 14. ويتم تزويد الأكسجين من خلال حلمة 8 وأنبوب 6. الحلمة 8 متصلة بجسم الموقد بواسطة صامولة موحدة 7. يتم تغذية الأسيتيلين من خلال الحلمة 9 ، والملاءمة 10 والأنبوب 11. يتم توصيل الطرف 15 بجسم الموقد بواسطة صمولة اتحاد ، تتكون من حجرة خلط 4 مع حاقن 5 ، أنبوب 3 ، حلمة 2 وقطعة فم 1.
يتم توفير الأكسجين من خلال الحلمة 8 والصمام 13 ثم من خلال الحاقن إلى غرفة الخلط. عندما يمر الأكسجين عبر قناة ضيقة ، فإن الحاقن يخلق فراغًا ، مما يساهم في الشفط إلى حجرة الخلط من الأسيتيلين الذي يدخل من خلال الحلمة 9 والتركيب 10. في أنبوب الطرف ، يتم خلط الأسيتيلين بالأكسجين. يدخل الخليط الناتج القابل للاحتراق إلى قناة مخرج قطعة الفم. مبدأ تشغيل الشعلات متطابق ، فهي تختلف فقط في الأبعاد الكلية للمكونات.
تم تجهيز الشعلات G2 - 02 بأربعة أعداد من الرؤوس (رقم 1 ، 2 ، 3 و 4) ، يتم توفير طرف صفري (رقم 0) بأمر خاص. الشعلات G3 - 02 مزودة بثلاث رؤوس رقم 3 ، 4 ، 6 ، الرؤوس رقم 1 ، 2 ، 5 ، 7 مزودة بأمر خاص. تتراوح كتلة الموقد G2 - 02 من 0.45 - 0.485 كجم ، G3 - 02-0.71-0.97 كجم ، اعتمادًا على رقم الطرف المرفق. تم تصميم Torch G2-02 من أجل لحام الفولاذ منخفض الكربون بسماكة 0.2 إلى 7 مم. ضغط الأكسجين من 0.15 إلى 0.3 ميجا باسكال ، وضغط الأسيتيلين لا يقل عن 1 كيلو باسكال.
تستخدم شعلة GZM-3 في اللحام اليدوي بالغاز ، والسطوح ، واللحام ، وأجزاء التسخين المصنوعة من المعادن الحديدية وغير الحديدية والسبائك (باستثناء النحاس). الموقد من نوع الحقن ، ويتكون من ثلاث رؤوس قابلة للتبديل ، وبرميل موقد GS-2 مع صمام تحكم للأكسجين والغاز القابل للاحتراق ، ووصلات ذات حلمة لربط خراطيم النسيج المطاطي بقطر 6 مم. يعمل الحارق على غاز البروبان - البيوتان أو الغازات الأخرى التي تحل محل الأسيتيلين. يتراوح سمك الأجزاء الملحومة من الفولاذ منخفض الكربون من 0.5 إلى 4 مم. ضغط الأكسجين 0.1 -0.4 ميجا باسكال ، البروبان - البيوتان - لا يقل عن 0.03 ميجا باسكال. وزن الموقد 0.577 - 0.644 كجم ، حسب عدد الرأس.
الشعلات G2-04 و G2-03. تم تصميم المشاعل من أجل لحام الأسيتيلين والأكسجين ولحام وتسخين المعادن الحديدية وغير الحديدية. يتكون الموقد (شكل 4) من جسم 2 ، وصمام أكسجين 1 ، وصمام أسيتيلين 7 ، وأنبوب بوصلة 3 لتزويد الأكسجين ، وأنبوب بوصلة 6 لتزويد الأسيتيلين ، وحلمات 4 و 5 بصواميل نقابية . رأس يتكون من حجرة خلط 9 مع حاقن 8 ، أنبوب 10 ، حلمة 11 وقطعة الفم 12 متصلة بجسم الموقد باستخدام صامولة نقابية.غرفة خلط. عندما يمر الأكسجين عبر القناة الضيقة للحاقن ، يتم إنشاء فراغ في حجرة الخلط أمام قناتها الأسطوانية الضيقة ، مما يساهم في الشفط إلى حجرة الخلط لدخول الأسيتيلين عبر الحلمة 5 والتركيب 6. يتم خلط الأسيتيلين مع الأكسجين في أنبوب الحافة. يدخل الخليط الناتج القابل للاحتراق إلى قناة مخرج قطعة الفم ، والتي تضيء عند خروجها.
الموقد G2-04 مجهز بخمس رؤوس قابلة للاستبدال ، والموقد G3-03 بسبعة رؤوس قابلة للاستبدال. يمكن لشعلة G2-04 لحام الفولاذ منخفض الكربون بسمك 0.2 إلى 7 مم ، وشعلة G3-03 - من 0.5 إلى 30 مم.
تتراوح كتلة الموقد G2-04 من 0.445 إلى 0.49 كجم ، G3-03 - من 0.695 إلى 0.955 كجم ، اعتمادًا على رقم الطرف المرفق.
تم تصميم الموقد GNL6-73 (الشكل 5) لطلاء سبائك المسحوق ذاتية التدفق الحبيبية لأغراض مختلفة لأنواع SGNN و PGKhN80SR و NGCH من أجل استعادة أجزاء الماكينة الجديدة البالية والمتصلبة. يتكون الموقد من برميل 1 بصمامات تحكم ووصلات توصيل مع حلمات ، وطرف 2 مع صامولة نقابية ، وقادوس مسحوق 5 بجهاز تغذية مقنن 4 وأنبوب تغذية 3 ، بالإضافة إلى وحدة تثبيت القادوس على الموقد برميل. تتم عملية التسطيح على مرحلتين: رش المسحوق على السطح الساخن وصهر الطلاء المتشكل.
يعتمد مبدأ تشغيل الموقد على استخدام الجاذبية وسيولة المسحوق الموجود في القادوس المائل ، حيث يتم توجيه جزيئات المسحوق من خلال فتحة الجرعات وأنبوب التغذية إلى لهب على شكل حدوة حصان عند مخرج فوهة الفوهة. تتحرك جزيئات المسحوق في تدفق غازات اللهب المحترقة ، وتشكل طبقة متساوية بالسماكة المطلوبة عند ملامستها للسطح الساخن للجزء.
يتم تزويد الشعلة برشحين مختصرين ونصائح إعادة التدفق وطرف إعادة تدفق بحجم عادي. أبواق الأطراف لها ترتيب شبكي من الفتحات.
تم تصميم الموقد GVP-5 (الشكل 6) لحام الأجزاء الصغيرة المصنوعة من المعادن الحديدية وغير الحديدية ؛ وهو عبارة عن موقد من نوع الحقن مزود بإمدادات غاز قسري و هواء مضغوط.
يتكون الموقد من جدول 3 ، مسلسل شعلة اللحامنوع G-2 وثلاث رؤوس قابلة للتبديل 1. تحتوي الأطراف على حجرة خلط 2 مع حاقن وأنبوب توصيل ومثبت مع ناشر. النصائح رقم 1 و 2 متطابقة من الناحية الهيكلية وتختلفان فقط في حجم أقسام التدفق لغرف الخلط والحاقنات والمثبتات عند احتراق اللهب ، وتوفر هذه الأطراف قلبًا ممدودًا على شكل جسم وشعلة اللهب اللازمة لحام المجوهرات ، لحام سبائك منخفضة الانصهار وأغراض أخرى. النصيحة رقم 3 مصنوعة بحقن إضافي للهواء من الغلاف الجوي ، مما يؤدي إلى انخفاض في استهلاك الهواء الأولي وتشكيل جبهة اللهب العريضة. يوصى باستخدام هذا النصيحة لتليين الطلاء القديم ، وتجفيف قوالب الأرض في المسابك ، وتسخين الأجزاء بدرجة حرارة منخفضة (250-
ج) قبل اللحام ، عند تسخين أجزاء التعليب ، إلخ.مادة الأجزاء الرئيسية للموقد من النحاس الأصفر LS-59-1. ضغط الغاز القابل للاحتراق لا يقل عن 0.001 ميجا باسكال. وزن الموقد 0.74 -0.69 كجم.
تعمل مشاعل اللحام على الغازات البديلة للأسيتيلين والأسيتيلين ، والتي تشكل مخاليط انفجارية مع الأكسجين والهواء ، لذلك ، عند التعامل مع مشاعل اللحام ، يجب عليك أولاً قراءة التعليمات الخاصة بتشغيلها.
لا يُسمح بالمواقد المعطوبة ، حيث يمكن أن يؤدي ذلك إلى حدوث انفجارات وحرائق ، فضلاً عن حروق لماكينة اللحام بالغاز.
تنتج الشعلة التي تعمل بشكل صحيح لهب لحام عادي وثابت. إذا كان الاحتراق غير متساوٍ ، فإن اللهب ينطفئ أو ينفصل عن الفوهة ويحدث ارتداد ، يجب ضبط جميع مكونات الشعلة وفحصها.
للتحقق من حاقن الموقد ، يتم توصيل خرطوم من مخفض الأكسجين بحلمة الأكسجين ، ويتم توصيل طرف بجسم الموقد. يتم شد صمولة اتحاد الطرف بمفتاح ربط ، ويتم فتح صمام الأسيتيلين ويتم ضبط ضغط الأكسجين المطلوب مع مخفض الأكسجين وفقًا لرقم الطرف. دع الأكسجين يدخل الموقد عن طريق فتح صمام الأكسجين. الأكسجين ، الذي يمر عبر الحاقن ، يخلق فراغًا في قنوات الأسيتيلين وحلمة الأسيتيلين ، والتي يمكن اكتشافها عن طريق وضع إصبع على حلمة الأسيتيلين. في حالة وجود فراغ ، يستيقظ الإصبع ليلتصق بالحلمة. في حالة عدم وجود فراغ ، من الضروري إغلاق صمام الأكسجين وفك الطرف وفك الحاقن والتحقق مما إذا كان ثقبه مسدودًا. في حالة الانسداد لا بد من تنظيفه مع فحص فتحة حجرة الخلط وقطعة الفم. بعد التأكد من أنها في حالة جيدة ، يتم تكرار اختبارات الشفط (الفراغ).
كمية الشفط تعتمد على الفجوة بين نهاية الحاقن ومدخل حجرة الخلط. إذا كانت الفجوة صغيرة ، فإن الفراغ في قنوات الأسيتيلين سيكون غير كافٍ ، وفي هذه الحالة يجب إخراج الحاقن قليلاً من غرفة الخلط.
إذا كان الموقد في حالة جيدة ، أغلق صمام الموقد وقم بتوصيل غلاف الأسيتيلين ، وتثبيته على الحلمة بطوق خاص. قم بتثبيت ما يلزم ضغط التشغيلعلى مخفضات الأكسجين والأسيتيلين. أولاً ، يتم فتح صمام الأكسجين بالموقد قليلاً ، مما يؤدي إلى حدوث فراغ في قنوات الأسيتيلين. ثم افتح صمام الأسيتيلين وأشعل الخليط القابل للاحتراق.
يتم التحكم في اللهب بواسطة صمام الأسيتيلين مع أكسجين مفتوح بالكامل. في حالة حدوث الفرقعة عند اشتعال اللهب ، فمن الضروري التحقق مما إذا كانت صامولة الوصلة للقبضة مشدودة جيدًا ، وما إذا كان ضغط الأكسجين كافيًا وما إذا كانت هناك أي عوائق لمرور الأسيتيلين إلى الموقد. عند التفرقع ، يجب أولاً إغلاق الأسيتيلين ، ثم صمامات الأكسجين. يمكن أيضًا ملاحظة التصفيق في الشعلات الصالحة للخدمة بعد عملية طويلة مع تسخين قوي لسان الموقد. في هذه الحالة ، يجب إطفاء الموقد وتبريده بالماء. يجب أن نتذكر أن فتحة الفم يتم تطويرها عندما يتم تنظيفها بشكل متكرر بإبرة (خاصة الفولاذ) ، وكذلك عند حرقها أثناء عملية اللحام. في حالة الإفراط في التطوير ، يجب استبدال لسان حال.
- كيف يعمل موقد الغاز المحمول للمجوهرات
شعلة غاز اللحام هي أداة منخفضة الطاقة يمكن استخدامها عند لحام المعادن غير الحديدية والسبائك. باستخدام مثل هذا الجهاز ، من الممكن تسخين الجنود المنصهر مع العناصر المعدنية. لتشغيل موقد غاز ، يتم استخدام خليط بنزين أو بنزين عادي.

قد يكون لمواقد الغاز غرض خاص و نوع عالمي. نظرًا لأن هذا الجهاز يسمح لك بخلط الأكسجين مع الغاز القابل للاحتراق ، فإن الغرض الرئيسي من استخدامه هو الحصول على لهب ثابت بسبب تشغيل الموقد. القوة المطلوبةيمكن أن تصل درجة حرارتها إلى 1280 درجة مئوية.
لأن المعدن يمكن حالة التجميعنوعان ، صلب وسائل ، في الحالة الأولى يستحيل ربط عنصرين معًا. يجب تسخين المعدن إلى حالة سائلة. نتيجة لتوصيل العناصر المعدنية المنصهرة ، يجب أن يحدث الانتشار ، أي اللحام.
موقد غاز البروبان للحام وجهازه
يتم تحسين تصميم الموقد الغازي اليدوي باستمرار ، ليصبح أكثر راحة وحداثة ، ويتميز بسهولة الاستخدام والراحة. تتيح العناصر المضمنة في تصميم الأداة ضمان سلامة اللحام. يتطلب الموقد الاستخدام المتزامن للمواد القابلة للاحتراق ، ومجموعات اللحام ، ومكاوي اللحام الصغيرة.
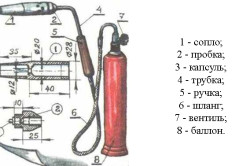
الشكل 1. مخطط الجهاز غاز البروبانالشعلات.
بمساعدة موقد البروبان ، من الممكن إجراء اختبار ضغط أدوات التوصيل وذوبان المواد البيتومينية المدلفنة في عملية العزل المائي ، والسقوف ، والإجراءات المرتبطة بإطلاق الأسطح الخشبية. يكمن وجود مزايا هذا الجهاز في التكلفة المنخفضة للبروبان ، والاستعداد للعمل ، والتدفئة السريعة للأجزاء إلى درجة الحرارة المطلوبة.
لتوصيل الموقد والأسطوانة ، يتم استخدام خرطوم مطاطي مرن ، مغطى بغلاف معدني واقي. يسمح لك الصمام الموجود بين الخرطوم والأسطوانة بتنظيم إمداد الغاز. يتوفر خرطوم مزود بصنبور تجاريًا في المتاجر ، وكذلك علب الرش الخاصة.
العناصر المدرجة في الموقد الغازي معلمة بالأرقام في الشكل. 1: 1 - فوهة 2 - الفلين 3 - كبسولة 4 - أنبوب 5 - مقبض 6 - خرطوم 7 - صمام 8 - بالون.
من المريح جدًا استخدام الأسطوانات الصغيرة التي تحتوي على حوالي 0.9 لتر من البروبان - البيوتان ، وهو في حالة تسييل. ستستمر هذه الأسطوانة لمدة 4-5 ساعات مع الاحتراق المستمر للجهاز. إذا كانت سعة الأسطوانة 5.5 لتر ، فهي مصممة لمدة 72 ساعة من الاحتراق المستمر. يجب أن يؤخذ في الاعتبار أن الأجهزة المجهزة بأسطوانات صغيرة أخف وزنا وأكثر ملاءمة. يمكن ملؤها في أي محطة تعبئة غاز في أي مدينة أو قرية كبيرة.
رجوع إلى الفهرس
كيف تصنع موقد بنفسك

يتميز موقد الغاز منزلي الصنع بوجود ما يلي الأجزاء المكونة: الفوهات ، والمقابس ، والمقابض ، والأنابيب ، ودليل التمهيدي الذي يتم فكه من الخرطوم الذي تم شراؤه. في الفوهات والمقابس ذاتية التصنيع ، يتم تشكيلها باستخدام مخرطة من مواد مثل الفولاذ أو النحاس. عند عمل فوهة ، يتم قطع الخيط الداخلي من جانب واحد. بعد مسافة بادئة للخيط ، يتم حفر ثقب يتم من خلاله تزويد الهواء. يجب أيضًا أن يكون الفلين نفسه ملولبًا ، خارجيًا فقط ، بمساعدة الفلين والفوهة متصلين معًا.
الخطوة التالية هي حفر ثقبين وخيط. يجب قطعه من أجل التمهيدي القياسي لثقب واحد ، والثقب الآخر مصنوع لخيوط أنبوب يتم تثبيته في الفلين وثني بزاوية معينة على محوره. في الطرف الآخر من الأنبوب ، يتم تثبيت مقبض مصنوع من الخشب أو الإبونيت بإحكام ، والذي يحتوي على ثقب محفور مسبقًا على طول المحور. يتم استخدام الجوز مع الغسالة لربط الطرف السفلي من الأنبوب. يتم تثبيت أنبوب في الخرطوم ، الذي يتم توصيله بأسطوانة الغاز ، بنهاية حرة.
رجوع إلى الفهرس
مبدأ تشغيل الموقد الغازي
اعتمادًا على نوع موقد الغاز ، يمكن أن تكون عملية اللحام يدوية أو تلقائية. يتضمن الجهاز خلط الهواء (الأكسجين) مع الغاز القابل للاحتراق بالنسب المطلوبة ، والتي يتم ضبط الضغط اللازم لها. كل تصميم محدد لجهاز الغاز له مستوى ضغط خاص به. المكون الرئيسي هو غاز قابل للاحتراق يسمح لك بالتكوين تفاعل كيميائيالاحتراق مع جهاز لهب درجة حرارة عالية. لديه مختلف التركيب الكيميائي. يوجد الغاز في اسطوانات ، حيث يتم ضخه تحت الضغط. يتم إمداد الغاز القابل للاحتراق على شكل هيدروكربونات مشبعة تحت الضغط في منطقة فوهة الموقد الغازي. هناك ، تتم عملية خلط الغاز والهواء.
إذا تم استخدام شعلة غاز لقطع المعادن ، فيمكن استخدام أبخرة البنزين بالإضافة إلى الهيدروجين.في الأساس ، يتم استخدام هذا الجهاز عندما يكون مطلوبًا للقيام بأعمال مجوهرات خاصة تتطلب استخدام مكواة لحام بالغاز. تستخدم سبائك النحاس في صناعة مكاوي اللحام. الشعلات نفسها مزودة بأجهزة تحكم يدوية أو آلية.
عندما يتم صهر حواف الأجزاء المستخدمة في عملية اللحام بشكل متبادل ، باستخدام مكاوي اللحام بالغاز ، يتم إنشاء درجة حرارة يمكن أن تذوب اللحام ، وليس مادة الجزء ، والتي تسخن فقط أثناء اللحام. تتيح لك هذه الطريقة توصيل جزأين مصنوعين من معادن مختلفة ، أسطح رقيقة لحام ، إلخ.
تتميز مواقد الغاز بالعديد من المزايا ، بما في ذلك إطلاق اللهب بثبات خاص. على سبيل المثال ، تسمح لك الأجهزة الصغيرة باللحام في ظروف عاصفة ، لذا فإن العمل باستخدام مثل هذا الجهاز مناسب جدًا في المناطق المفتوحة. بالإضافة إلى ذلك ، يمكن تنفيذ أعمال التسقيف عن طريق تسخين مواد التسقيف. تتميز مواقد البروبان على السطح بكفاءة عالية ، مما يسمح بعزل السقف. استخدام البروبان اقتصادي.
شرط السلامة الرئيسي عند العمل مع هذه الأجهزة هو الغياب التام للزيوت التقنية على سطحها وعلى يد عامل اللحام ، مما يؤدي على الفور إلى حدوث انفجار. العيب الوحيد للجهاز هو شرط تجهيز مكان عمل خاص. ومع ذلك ، فإن المهارات الخاصة مطلوبة عند العمل مع الموقد ، وإلا فهناك مخاطر عالية للإصابة.
إشعال الموقد ، يتم إحضار عود ثقاب إلى الفوهة ، ويتم تغطية الصنابير قليلاً في نفس الوقت. عندما يشتعل الغاز ، يجب زيادة إمداد الغاز. يجب أن يكون اللهب مستويًا ومضغوطًا. عند العمل مع الموقد ، يجب مراعاة احتياطات السلامة. يجب ألا يكون هناك مواد قابلة للاشتعال بالقرب من مكان العمل. إذا كان مكان العمل عبارة عن طاولة ، فيجب تنجيدها بالصفائح المعدنية. إذا كانت هناك رائحة غاز خفيفة ، فهذا يعني أن هناك تسربًا. من الضروري تعليق العمل لإزالة أسباب تسرب الغاز.
عند بدء العمل بالموقد ، يتم فحصه يدويًا للتأكد من صلاحيته للخدمة. في الوقت نفسه ، يتم التحقق من إحكام كل اتصال قابل للفصل للجهاز الصغير ، ووصلات الخراطيم ، وما إلى ذلك. وبعد الانتهاء من فحص الأداة للتأكد من إحكامها ، يبدأون في عملية ضبط ضغط غاز العمل ، مع مراعاة المهمة المحددة .
لإشعال الخليط القابل للاحتراق ، يجب فتح الصمام نصف دورة ، ويجب تعديل شدة اللهب باستخدام الصمام أو علبة تروس الموقد. هذه هي الطريقة التي يتم بها إعداد شعلة صغيرة للعمل عالي الجودة مع المعدن.
رجوع إلى الفهرس
أين تستخدم مواقد الغاز؟
يتميز موقد الغاز بمزايا كبيرة مقارنة بمكواة اللحام الكهربائية ، لذلك يتم استخدامه للتشغيل طويل الأمد في ظروف صعبة نوعًا ما. يبدو أن استخدام مكواة لحام الموقد بالغاز هو الخيار المثالي ، والذي يسمح لك بتنفيذ أعمال التركيب والإصلاح في الأماكن التي لا توجد بها اتصالات. تعمل الأجهزة على مبدأ التشغيل المماثل للعمل موقد غاز-هواء. في هذا الجهازفي هذه الحالة ، يتم تنفيذ إمداد قسري بالغاز السائل. يوفر الوزن والحجم الصغير لموقد الغاز هذا بخصائص قوية بما فيه الكفاية مزايا كبيرة.

يوجد شعلات غاز للمنازل والسقوف العمل المخبري. نطاق هذه الأداة هو البناء ، والسياحة ، وهندسة الراديو ، وما إلى ذلك. يستخدم المتحمسون في الهواء الطلق مواقد الغاز السياحية ، والتي تسمح لهم بطهي أو تسخين المياه بسرعة في نزهة حيث لا توجد حضارة.
باستخدام شعلة البروبان مع لحام ناعم ، يمكنك تحميص الأجزاء وتوهجها وتذويبها وإذابتها.
تسمح مواقد البروبان ذات الفوهة الكبيرة بتركيب ووضع الأسقف والقار والأسفلت ، بالإضافة إلى أعمال تشييد الطرق الأخرى. يمكن استخدام الجهاز لعمليات الانكماش والعزل والتسخين والتجفيف في الميدان.
تستخدم مواقد البوتان في إصلاح الأجهزة الكهربائية المنزلية والسيارات المناسبة لتسخين الطعام. لا غنى عن مجموعاتهم للأعمال التي تتطلب دقة عالية ، مثل النمذجة ، وإصلاح أجهزة التلفزيون والراديو ، والصهر والحرق ، وتطوير المجوهرات. لهذا السبب ، قد تتضمن المجموعات مرفقات مختلفة. يمكن أن يصل التشغيل المتواصل لمكواة اللحام الدقيقة على البيوتان إلى 30-50 دقيقة.
يتم التزود بالوقود من مكواة اللحام الصغيرة باستخدام الغاز للولاعات.
تم تجهيز شعلة غاز اللحام اليدوي بإشعال أوتوماتيكي مناسب ، مما يجعلها آمنة للعمل. شدة اللهب قابلة للتعديل بفضل التحكم السهل. بسبب التسخين الطفيف للمعادن الأساسية ، لا يوجد ذوبان للأجزاء. تصميم الموقد ككل بسيط وموثوق للغاية ، مما يوفر تشغيلًا شاملاً.
يشار إلى نوع الموقد بالأحرف والأرقام:
جي-حارق؛
GM- الغاز والنفط
د- مع قسم الغاز الممتد
ص- التناوب
حسب موقع التثبيت غرفة الاحتراق، يتم تصنيع الشعلات بدوران لليمين واليسار:
الدوران الصحيح
ص- الدوران الصحيح - اتجاه دوران دوار الفوهة عكس اتجاه عقارب الساعة (انظر إلى نهاية الزجاج من الفرن) ؛
إل- الدوران الأيسر - اتجاه دوران دوار الفوهة في اتجاه عقارب الساعة.
يشير الرقم إلى السعة الاسمية للغلاية التي صمم الموقد من أجلها في الأصل (Gcal / h).
|
تصنيف الشعلات حسب نوع الوقود.
مواقد الغاز الموقد الغازي- هذا جهاز لخلط الأكسجين بالوقود الغازي لتزويد الخليط بالمخرج وحرقه بتكوين شعلة ثابتة. في الموقد الغازي ، يتم خلط الوقود الغازي المزود تحت الضغط في جهاز خلط مع الهواء (أكسجين الهواء) ويتم إشعال الخليط الناتج عند مخرج جهاز الخلط مع تكوين لهب ثابت ثابت. مواقد الغازلديها مجموعة واسعة من الفوائد. تصميم الموقد الغازي بسيط للغاية. يستغرق بدء تشغيله جزءًا من الثانية ويعمل مثل هذا الموقد بشكل لا تشوبه شائبة تقريبًا. تستخدم مواقد الغاز لتسخين الغلايات أو التطبيقات الصناعية. الغاز هو النوع الأكثر ملاءمة من الوقود الأحفوري مع صفات استهلاكية عالية للغاية ، لذا فإن الأجهزة التي تعمل عليه تحظى بشعبية خاصة. تم تجهيز جميعها تقريبًا بأنظمة أتمتة ، مما يضمن أمانًا عاليًا وتشغيلًا غير عطل. يوجد اليوم نوعان رئيسيان من مواقد الغاز ، ويتم فصلهما اعتمادًا على الطريقة المستخدمة لتكوين خليط قابل للاشتعال (يتكون من الوقود والهواء). هناك أجهزة جوية (حاقن) وأجهزة مضغوطة (تهوية). في معظم الحالات ، يكون النوع الأول جزءًا من المرجل ويتم تضمينه في سعره ، بينما يتم شراء النوع الثاني غالبًا بشكل منفصل. يعتبر الموقد الغازي المضغوط كأداة احتراق أكثر كفاءة ، حيث يتم توفير الهواء لهم بواسطة مروحة خاصة (مدمجة في الموقد). |
مواقد الزيت(ديزل ، زيت ، إلخ.)

موقد الوقود السائل - جهاز مصمم لحرق الوقود السائل. في موقد الزيت ، يتم تفتيت الوقود السائل الذي يتم توفيره تحت ضغط مرتفع في شكل أبخرة وجزيئات دقيقة. في جهاز الخلط ، يتم خلط أبخرة الوقود الناتجة مع الهواء (أكسجين الهواء) ويتم إشعال خليط وقود الهواء الناتج عند مخرج جهاز الخلط مع تكوين لهب ثابت ومستقر.
تطبيق ديزللتدفئة الأماكن ذات الصلة إذا لم تكن هناك إمكانية لتزويد الغاز. شعلات الديزل رائعة للغرف ذات الأحجام المختلفة. أهم ميزة لها هي القدرة على العمل في ظروف مناخية صعبة إلى حد ما ، على سبيل المثال ، في درجات حرارة الهواء المنخفضة.
تكون قوة مواقد الديزل تقريبًا على نفس مستوى مواقد الغاز.
أحد خيارات موقد الوقود السائل هو موقد نفايات الزيت. يسمح لك موقد نفايات الزيوت بالتوفير بشكل كبير في التدفئة ، على الرغم من أنه تجدر الإشارة إلى أن هذا النوع من الموقد ليس شائعًا جدًا في روسيا (وفي العديد من البلدان الأوروبية ، يُحظر تمامًا). ومع ذلك ، يتم إنتاج هذه الشعلات أيضًا في أوروبا ، على سبيل المثال نفايات زيت المحارق كرول، إنتاج - ألمانيا. تحظى مواقد زيت النفايات بشعبية في الولايات المتحدة الأمريكية ، وفي روسيا تُستخدم لتدفئة المؤسسات الصناعية (على سبيل المثال ، خدمات السيارات الصغيرة).
في بيوت البلدمن الصعب استخدام مثل هذه الشعلات (قد تنشأ صعوبات في إمدادات الوقود).
تم تصميم أحدث شعلات زيت النفايات بحيث يتم حرق الوقود فيها بيئةعمليا لا ينبعث دخان وروائح - فهي آمنة تماما. كل هذا يخلق طلبًا كبيرًا على حرق زيت النفايات.
شعلات مجمعة(غاز - ديزل ، غاز - مازوت)
الموقد المشترك - جهاز مصمم لحرق أكثر من نوع واحد من الوقود. من الناحية الهيكلية ، فإن الموقد المدمج هو جهاز يتم فيه توصيل موقد غاز ووقود سائل. وبالتالي ، فإن الموقد المدمج يجمع بين مزايا مواقد الغاز والنفط.
أهمها:
- تماسك الجهاز ("اثنان في واحد") ،
- لا يلزم عمل لتغيير الشعلات.
ومع ذلك ، هناك أيضًا عيوب:
- التكلفة العالية لتجميع الغلاية مع الموقد المدمج بسبب التصميم الأكثر تعقيدًا للموقد نفسه ؛
- انخفاض الكفاءة بسبب تشغيل الموقد بأنواع مختلفة من الوقود ؛
- متطلبات صيانة أعلى يرتبط الانتقال من نوع واحد من الوقود إلى نوع آخر دائمًا بصعوبات معينة. سلسلة شعلات من شركة ايطالية سيب يونيغاسيشمل جميع أنواع الشعلات الثلاثة المذكورة أعلاه (غاز ، وقود سائل ، مجتمعة).
تصنيف الشعلات حسب نوع العمل.
شعلات مروحة.
تحتوي مواقد المروحة (يطلق عليها أيضًا اسم الانفجار ، المضغوط) على الخصائص التالية: يتم دفع الهواء إليها بفضل المروحة المدمجة. بالفعل في الموقد نفسه ، يتم مزجه بنوع من الوقود ، وبعد ذلك يتم حقن الخليط الناتج في الفرن.يمكن أن تعمل مواقد المروحة على الغاز أو الوقود السائل (الديزل ، زيت النفايات). عند العمل على الغاز ، فإن شعلات المروحة تعتمد على الأقل على ضغط الغاز الذي سيتدفق ، حتى لو انخفض الضغط بنسبة 50٪ ، فإن المرجل سوف يسخن المبرد.
تعد مواقد المروحة أغلى بكثير من مواقد الغاز ، لكنها أقل اعتمادًا على ضغط الغاز في الشبكة: حتى لو انخفض بنسبة 50٪ ، فإن الغلاية ستستمر في تسخين المبرد ، وإن كان ذلك مع فقد الطاقة. في الوقت نفسه ، تكون شعلات المروحة صاخبة جدًا (حتى 60 ديسيبل). ليست المروحة هي التي تصدر ضوضاء ، ولكن الشعلة التي تخرج من فوهة الموقد تحت الضغط. للحماية من الضوضاء ، يقدم مصنعو الغلايات عددًا من الإجراءات ، بما في ذلك كاتم الصوت ، الذي يتم تثبيته عند تقاطع المدخنة مع المرجل.
لا تعد شعلات المروحة في معظم الحالات جزءًا من الغلاية ، ولكن يتم توفيرها بشكل منفصل ويتم توصيلها ("معلقة") بالغلاية.
الشعلات المنتشرة والشعلات المتوسطة.
في مواقد الانتشار ، يتم توصيل الهواء اللازم لاحتراق الوقود من المساحة المحيطة مباشرةً إلى واجهة الاحتراق بسبب الانتشار.
تتميز مواقد الغاز المنتشر بدرجة حرارة أكثر اتساقًا على طول اللهب. ومع ذلك ، تتطلب مواقد الغاز هذه زيادة نسبة الهواء الزائدة (مقارنة بموقد الحقن) ، وتخلق ضغوطًا حرارية أقل في حجم الفرن وظروف أسوأ للاحتراق اللاحق للغاز في الجزء الخلفي من الشعلة ، مما قد يؤدي إلى احتراق غير كامل للغاز.
تُستخدم محارق غاز الانتشار في الأفران الصناعية والمراجل ، حيث يلزم وجود درجة حرارة موحدة على طول اللهب. في بعض العمليات ، لا غنى عن مواقد غاز الانتشار. على سبيل المثال ، في صناعة الزجاج والموقد والأفران الأخرى ، عندما يتم تسخين هواء الاحتراق إلى درجات حرارة تتجاوز درجة حرارة اشتعال الغاز القابل للاحتراق بالهواء. كما يتم استخدام محارق غاز الانتشار بنجاح في بعض غلايات الماء الساخن.
في غرف الاحتراق القوية ، يتم حرق الغاز بنجاح كبير باستخدام مواقد انتشار ذات مقاومة منخفضة للغاز والهواء. لا تتطلب هذه الأخيرة خلطًا مسبقًا للغاز والهواء وتسمح بدخول معدلات عالية من الغاز والهواء إلى الفرن. عند استخدام مثل هذه الشعلات ، يتم التخلص من الأنفاق المقاومة للصهر ذات المقطع العرضي الكلي الكبير ، والتي تتطلب إصلاحات عالية الجودة ومتكررة نسبيًا باستخدام غاز عالي السعرات الحرارية. أخيرًا ، تم تصميم مواقد الانتشار بسهولة كموقد مختلط بالزيت والغاز ، مما يسمح بذلك الاحتراق الفعالوأنواع الوقود الغازية والسائلة (والمواد الصلبة المطحونة إذا لزم الأمر).
لذلك ، في الغلايات القوية التي تحرق إما الغاز الطبيعي أو غاز الأفران العالية وغبار الفحم ، أو الانتشار أو نوع مختلط. في مواقد الانتشار ، يتم توفير الغاز والهواء للفرن بشكل منفصل ، ويحدث خليط الغاز والهواء في غرفة الاحتراق نفسها. في هذه الحالة ، قبل الاختلاط بالغاز ، عادة ما يكون للهواء وقت للتدفئة إلى درجة حرارة كافية للاحتراق الشديد ، لذلك تحدث عملية الاحتراق بسرعة كبيرة وجبهة الاحتراق ، أي منطقة الاحتراق المنتشرة التي تفصل مناطق الخليط من الوقود مع عامل مؤكسد (هواء) ومزيج نواتج الاحتراق مع الهواء الزائد عبارة عن طبقة رقيقة جدًا. في المحارق المتوسطة ، يتم الخلط جزئيًا في الموقد نفسه ، ومنه يدخل تيار هواء إلى الفرن ، مخترقًا بواسطة نفاثات منفصلة من خليط غني بالغاز.
تعمل مواقد الانتشار عادة على غاز الضغط المنخفض والمتوسط.
في الغلايات ، ما يسمى ب. مواقد غاز الموقدوهي نوع من مواقد الغاز المنتشرة والتي توجد داخل الفرن في جزئه السفلي. يتكون موقد غاز الموقد من واحد أو أكثر من أنابيب توزيع الغاز ، حيث يتم حفر الثقوب. يتم تثبيت الأنبوب مع الثقوب على الشبكة أو موقد الفرن في قناة مشقوقة مبطنة بالطوب المقاوم للحرارة. الكمية المطلوبة من الهواء تدخل من خلال القناة المشقوقة المقاومة للحرارة. باستخدام مثل هذا الجهاز ، يبدأ احتراق تدفقات الغاز الخارجة من الفتحات الموجودة في الأنبوب في القناة الحرارية وينتهي في حجم الفرن. تخلق مواقد الموقد مقاومة قليلة لمرور الغاز ، لذا يمكنها العمل دون انفجار قسري.
يتم استخدام نافذة عرض لمراقبة عملية الاحتراق وإشعال موقد الغاز. يمكن أن تعمل مواقد الموقد بضغط غاز منخفض ومتوسط وتستخدم في الغلايات المقطعية والمراجل TVG و KV-G و DKVR.
حارقات الزيت.
إن استخدام زيت الوقود ، أي الجزء الثقيل المتبقي بعد معالجة النفط ، ليس نادرًا بأي حال من الأحوال في الصناعة. بشكل أساسي ، يتم استخدام مواقد الزيت ، سواء المستقلة أو الصناعية ، لتحويل زيت الوقود إلى طاقة حرارية، ويتم ذلك عن طريق الحرق. بالنسبة للجزء الأكبر ، تستخدم مواقد الزيت نظام الانحلال الميكانيكي باستخدام البخار أو الهواء المضغوط. تم تجهيز بعض تعديلات مواقد الزيت بفوهات الضغط المنخفض ، وهذا يهدف إلى تقليل استهلاك الوقود بشكل فعال. بالإضافة إلى ذلك ، فإن هذا النوع من مواقد الزيت يبلى ببطء أكثر من نظرائه ، وهذا بدوره يقلل من تكلفة العملية وتكاليف الصيانة.
تم تجهيز مواقد الزيت ، التي تم إنتاجها في عصرنا ، بمعدات مثل اللوحات الكهربائية ونظام التحكم ومجموعة إمداد وقود مضخة المحرك. سوف يقوم موقد الزيت المجهز بهذه الطريقة بتنظيف الفوهة تلقائيًا في أقرب وقت ممكن التحدث عن نهاية العمل ، مما يؤدي أيضًا إلى تقليل الحاجة إلى اعمال صيانةمعدات.
في مواقد الزيت ، يتم استخدام نظام تسخين الوقود. يتم ذلك بحيث يتم الحفاظ على زيت الوقود باستمرار في حالة لزجة. يتم رش الوقود باستخدام الهواء المضغوط أو البخار بضغط 8 بار. هناك أيضًا مثل هذه التعديلات التي يتم فيها إشعال موقد الغاز بواسطة موقد غاز الاشتعال.
تعتبر مواقد الزيت بحق اقتصادية وعملية. في ضوء هذه الخصائص ، تُستخدم مواقد الزيت في كل مكان وعلى نطاق واسع ، سواء كمصدر رئيسي للطاقة الحرارية أو كخيار تأمين إذا حدث انقطاع مفاجئ في توريد الوقود الآخر. لقد وجد موقد الزيت الصناعي تطبيقه في الأغراض الصناعية وفي محطات التدفئة الحضرية ، مما يوفر تدفئة مركزية للمباني السكنية. في الختام ، يمكننا القول أنه يتم تقديم مجموعة واسعة من مواقد الزيت حسب اختيار المستهلك. عند شراء هذه المعدات ، يمكنك الاختيار وفقًا للطاقة والتعديل والمعلمات الأخرى - يسمح السوق بذلك. وبالطبع تتميز مواقد الزيت بموثوقيتها وجودتها العالية.
مواقد الغاز والنفط والغبار والغاز.
للتبديل السريع من نوع وقود إلى آخر (خاصة خلال أشهر الشتاء) ، وكذلك من أجل الحرق المشترك أنواع مختلفةيتم استخدام مواقد الوقود المشتركة: غاز - زيت - غاز - غاز. تُستخدم الشعلات المجمعة أيضًا عندما يكون مطلوبًا إنشاء لهب مضيء أو عندما يكون من المستحيل توفير درجة الحرارة المطلوبة في الفرن على الغاز.
موقد الغاز والنفطيتكون من الغاز والهواء. والأجزاء السائلة التي توفر على التوالي كمية الغاز والهواء وزيت الوقود اللازمة للاحتراق.
في موقد الغبار والغازللحرق غاز طبيعيفي غلايات كهربائية كبيرة. المحطات ، يدخل الغاز من خلال الفتحات الطرفية ويذهب إلى المركز ، ويمتزج مع تدفق الهواء الملتف على طول الطريق. الموقد مزود بتلسكوبي جهاز به محرك لولبي يسمح لك بإزالة الأنبوب من الداخل ، والذي يتم من خلاله إدخال خليط من الغبار والهواء إلى الفرن عند تشغيل الغلايات التي تعمل بالغاز. تلسكوبي يمنع الجهاز الغبار من دخول الفجوات بين الأجزاء المتحركة والثابتة من الأنبوب.
مثال على مواقد الغاز والنفط:
مواقد الزيت والغاز PGMG-10 ؛ ثلاثين ؛ 40 ،
RGMG الموقد من الغاز والنفط
محارق الحقن
في مواقد الحقن ، يتم امتصاص (حقن) هواء الاحتراق بسبب طاقة الغاز النفاث ويحدث خلطهما المتبادل داخل جسم الموقد. في بعض الأحيان في مواقد غاز الحقن ، يتم شفط الكمية المطلوبة من الغاز القابل للاحتراق ، والذي يكون ضغطه قريبًا من الضغط الجوي ، بواسطة طاقة تيار الهواء. في شعلات الخلط الكامل (يتم خلط كل الهواء اللازم للاحتراق مع الغاز) التي تعمل على غاز الضغط المتوسط ، يتشكل لهب قصير ، ويكتمل الاحتراق بأدنى حجم للفرن. يدخل جزء فقط (40-60٪) من الهواء المطلوب للاحتراق (ما يسمى بالهواء الأولي) إلى مواقد غاز الحقن للخلط الجزئي ، والتي تختلط بالغاز. يدخل باقي الهواء (ما يسمى بالهواء الثانوي) اللهب من الغلاف الجوي بسبب عمل الحقن لنفاثات الهواء والغاز والخلخلة في الأفران. على عكس الشعلات الغازية التي تعمل بالحقن بالضغط المتوسط ، فإن الشعلات ذات الضغط المنخفض تشكل خليطًا متجانسًا من الغاز والهواء مع محتوى غاز أعلى من الحد الأعلى للاشتعال ؛ هذه المواقد الغازية مستقرة في التشغيل ولها نطاق حمل حراري واسع.
تتميز شعلات الحقن: بالضغط - الضغط المنخفض والمتوسط ؛ حسب نوع الشعلة - متعدد التوهج (مع مشعب التوزيع) ووهج واحد ؛ حسب عدد الفتحات - فوهة واحدة وفوهة متعددة ؛ حسب موقع الفتحات - بترتيب مركزي وطرفي. يتم تحديد النسب الحجمية للغاز والهواء الذي يتم امتصاصه بواسطة موقد الحقن بواسطة نسبة الحقن ونسبة الهواء الزائد. كلما زادت القيمة الحرارية للغاز ، زادت الحاجة إلى الهواء لاحتراقه ، وكلما زاد معامل الحقن بنفس معامل الهواء الزائد ، أي أنه يجب امتصاص الهواء بمقدار 1 متر مكعب من الغاز.
في نطاق ضغط الغاز من 2000 إلى 9000 كجم / م 2 ، لا تتغير سعة الحقن للموقد تقريبًا مع تغير ضغط الغاز أمام الموقد والخلخلة في الفرن. عند ضغوط أقل من 2000 وخاصة أقل من 1000 كجم / م 2 ، يزداد معامل الهواء الزائد بتناقص الضغط ومع زيادة الندرة في الفرن. لضمان عملية الاحتراق العادية ، فإن ثبات تكوين وقود الغاز له أهمية كبيرة. يؤدي التغيير في الكثافة إلى تغيير في سعة حقن الموقد ، ويتطلب التغيير في القيمة الحرارية تغييرًا مناظرًا في كمية الهواء التي يتم توفيرها للاحتراق. مع التقلبات الصغيرة في الخصائص المحددة لوقود الغاز (رقم Wobbe) ، يمكن الحفاظ على معامل الهواء الزائد المطلوب عن طريق تغيير الضغط أمام الموقد ودرجة فتح صمام التحكم في الهواء.
مزايا مواقد الحقن: استخدام طاقة الغاز لشفط الهواء ؛ الخلط الجيد للغاز والهواء المحقون والحفاظ ، ضمن نطاقات معينة ، على النسبة المحسوبة لكمياتهما عندما يتغير ناتج حرارة الموقد. تتمثل العيوب الرئيسية للشعلات ذات فوهة الغاز الواحدة في الطول الكبير ، خاصة عند الطاقة الحرارية العالية: الحاجة إلى تطابق صارم بين محور الفوهة ومحور الموقد ؛ مستوى الضجيج المرتفع والمحارق ذات الضغط المنخفض - طول كبير للشعلة واعتماد الهواء الثانوي على الندرة في الفرن.
مثال على مواقد الحقن: حقن مواقد الغاز Kazantsev
توضع الشعلات عادة في صفين أو أكثر على جانب أو جانبين متقابلين من صندوق الاحتراق. يتم اختيار عدد الشعلات ليكون كبيرًا حتى تتمكن من تنظيم الحمل عن طريق إيقاف تشغيل جزء من الشعلات ، نظرًا لأن الفوهات ذات قسم المخرج غير المنظم المستخدم عادةً في الغلايات الثابتة لا تعمل بشكل جيد عند الأحمال المنخفضة. سرعات الهواء في القسم الضيق من البطانات ، التي بها شعلات ، حوالي 20-35 م / ث. يجب ألا يقل الحد الأدنى لعمق الفرن بالنسبة للشعلات الأمامية عن 3 أمتار للشعلات الصغيرة و 4 أمتار للشعلات الكبيرة.
تصنيف الشعلات حسب نوع اللائحة.
شعلات مرحلة واحدةإنهم يعملون فقط في نطاق طاقة واحد ، ويعملون في وضع ثقيل للغلاية. أثناء تشغيل الشعلات أحادية الطور ، يحدث التبديل المتكرر وإيقاف تشغيل الموقد ، والذي يتم تنظيمه بواسطة أتمتة وحدة الغلاية.
شعلات مرحلتينمستويين من الطاقة. توفر المرحلة الأولى ، كقاعدة عامة ، 40 ٪ من الطاقة ، والثانية - 100 ٪. يحدث الانتقال من المرحلة الأولى إلى الثانية اعتمادًا على المعلمة المتحكم فيها للغلاية (درجة حرارة الناقل الحراري أو ضغط البخار) ، وتعتمد أوضاع التشغيل / الإيقاف على أتمتة الغلاية.
الشعلات المنزلقة ذات المرحلتينتسمح بالانتقال السلس من المرحلة الأولى إلى الثانية. يحتل هذا النوع من الموقد موقعًا وسيطًا بين الشعلات ذات المرحلتين والمعدلة.
كمثال على الأنواع الثلاثة للشعلات الموصوفة أعلاه ، سلسلة الشعلات ماكس غازشركات Ecoflam (Ekoflam).
تعديل الشعلاتتسخين الغلاية بشكل مستمر ، زيادة أو نقصان الطاقة حسب الضرورة. نطاق تغيير طريقة الاحتراق - من 10 إلى 100٪ من الطاقة المقدرة.
تنقسم الشعلات المعدلة إلى ثلاثة أنواع وفقًا لمبدأ تشغيل أجهزة التعديل:
- الشعلات بنظام تعديل ميكانيكي ؛
- الشعلات بنظام تعديل هوائي ؛
- مواقد ذات تعديل الكتروني.
على عكس الشعلات ذات التعديل الميكانيكي والهوائي ، توفر الشعلات ذات التعديل الإلكتروني أعلى دقة تحكم ممكنة ، حيث يتم التخلص من الأخطاء الميكانيكية في تشغيل أجهزة الموقد.
تحتوي الشعلات المعدلة على عدد من المزايا مقارنة بالشعلات المتدرجة. تتيح آلية التحكم في الطاقة السلسة تقليل دوران الغلايات وإيقاف تشغيلها إلى الحد الأدنى ، مما يقلل بشكل كبير من الضغوط الميكانيكية على الجدران وفي عقد الغلاية ، مما يعني إطالة "عمرها الافتراضي". يكون الاقتصاد في استهلاك الوقود في هذه الحالة 5٪ على الأقل ، وباستخدام الضبط المناسب ، يمكنك تحقيق 15٪ أو أكثر. وأخيرًا ، لا يتطلب تركيب الشعلات المعدلة استبدال الغلايات باهظة الثمن ، إذا كانت تعمل بشكل صحيح ، مع زيادة كفاءة المرجل.
مثال على الشعلات مع تعديل الطاقة - ماكس جاز بلوبواسطة Ecoflam.
من ناحية أخرى ، تعد الشعلات المعدلة أكثر تكلفة من النماذج المتدرجة.
حرق الوقود بلهب أزرق
تبلغ احتياطيات زيت الوقود مئات الملايين من الأطنان ، لذلك من المهم جدًا تحقيق الاستخدام الفعال والآمن لهذا الوقود. مع مراعاة المتطلبات البيئية الحديثة ، يعمل عدد من الشركات السويسرية على الإنشاء منشآت التدفئةمع حرق الزيت ، يعطي لهبًا أزرق ، كما هو الحال في وقود الغاز. في مواقد الزيت التقليدية التي تنتج لهبًا أصفر ، تحدث عمليات خلط الزيت بالهواء والتبخر والاحتراق في وقت واحد.
في مواقد النظام الجديد ، يتبخر الزيت أولاً ويمتزج بالهواء ، وعندها فقط يتم إشعال خليط الغاز الناتج. يؤدي هذا إلى تقليل السخام وأول أكسيد الكربون. بالإضافة إلى ذلك ، يوفر تصميم هذه الموقد إمكانية استعادة غازات العادم ، ونتيجة لذلك تنخفض درجة حرارة اللهب ويقل إطلاق أكاسيد النيتروجين. من أجل خلط أفضل للهواء وغازات العادم بزيت الوقود ، يتم استخدام الشعلات ذات الرؤوس الدوارة.
صناعة + تقنية رقم 22 ، 1989.